ВВЕДЕНИЕ
Более чем 20-летний опыт активного применения методов внепечной обработки позволяет констатировать, что за счет этого удалось повысить эффективность процессов производства стали, а в некоторых случаях (производство тонких слябов, прямая прокатка) осуществить технологический процесс [Карабасов Ю. С. Сталь на рубеже столетий Москва, МИСИС 2001, с., 227]. В связи с этим в последние годы в мировой практике большое распространение получает новое поколение агрегатов ковш – печь, конструкция которых обеспечивает проведение процессов обработки практически всех марок сталей в оптимальном режиме с высокой операционной гибкостью.
При рассмотрении обработки жидкой стали широко применяемый в настоящее время способ забрасывания вручную чушек алюминия в сталеразливочный ковш под струю металла не дает требуемого качества раскисления стали и приводит к потерям алюминия до 50% из-за его угара и перехода в шлак. Более эффективной является подача алюминия в виде слитков, проволоки (катанки) стержней с использованием специальных машин. Разновидностью такой машины является АДСК.
Преимущество применения КДС легко просматривается из его основных функций. К таким функциям относятся: удаление примесей цветных металлов, производство стали с ультранизким содержанием углерода, произведение микролегирования и легирования, а также усреднение состава стали по всему объему сталевозного ковша. Для производства ответственных марок сталей применяются способы дефосфорации и фесульфурации.
Учитывая то, что данный проект рассматривается для условий кислородно-конвертерного цеха металлургического комбината имени Ильича, то в данном случае к функциям КДС, также, можно отнести то, что она устраняет внешние источники загрязнения металла (попадание в промежуточный ковш шлака из сталеразливочного ковша), разработка и введение ряда вспомогательных технологических операций (усовершенствование систем подачи металла в ковш, использование подогревающих устройств, введение в ковш добавок, продувка газами, контроль массы металла).
На основе выше перечисленных данных, в данном проекте разрабатывалась автоматизированная система расчета ввода активных реагентов в металл. При таком подходе к этой проблеме в первую очередь значительно упрощается и облегчается труд операторов, но самое главное для процесса в целом, да и по большому счету, для самого комбината тоже это – возможность наиболее перспективными направлениями повысить эффективность рафинирования стали порошкообразными реагентами и существенно увеличить сорбционную способность используемых смесей. К перспективным направлениям относится внедрение SCADA системы, поддерживающая мощные средства визуального технологического программирования на основе стандарта МЭК-1131/13.
Характеристика объекта управления
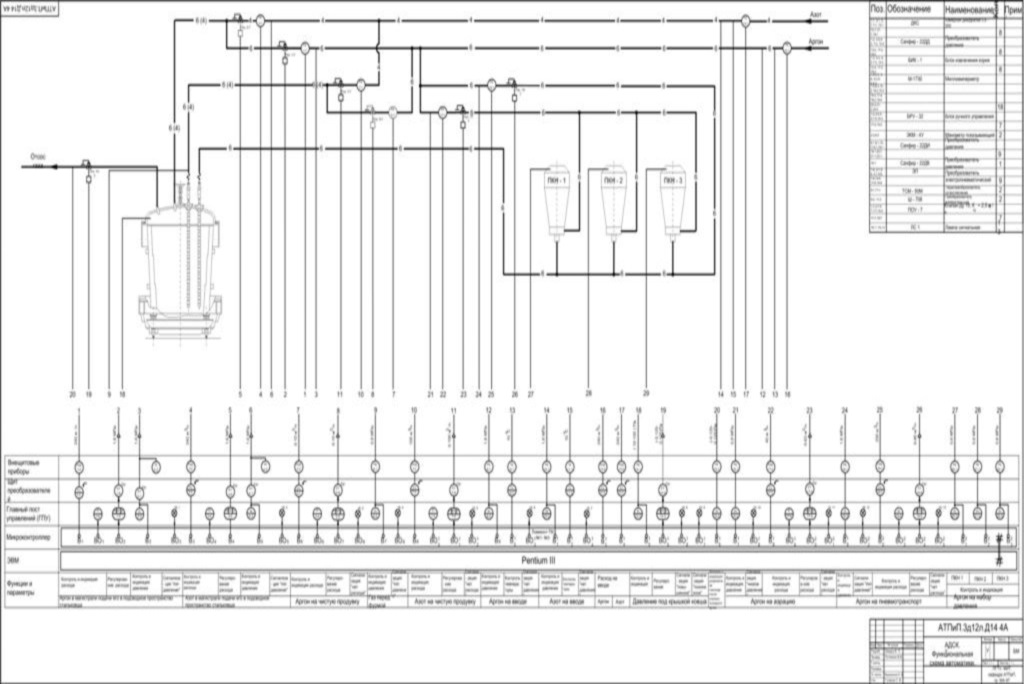
Агрегат доводки стали АДС-2П3С-160 предназначен для получения стали со специальными требованиями, в том числе для производства штрипсов из стали 09Г2ФБ с содержанием серы не более 0,005% и улучшенного качества поверхности, путём продувки жидкой стали в ковше аргонопорошковыми смесями (силикокальций, литейный графит или низкосернистый кокс, редкоземельные элементы), микролегирования, раскисления стали и коррекции химического состава и температуры стали. Общий вид объекта автоматизации изображен в приложении [ЗЮ]. Общий вид объекта управления технологическим процессом дает нам представление об автоматизируемом агрегате и его характерных особенностях.
На АДС выполняют следующие работы:
— усреднение химсостава и температуры стали по объему ковша;
— корректировку температуры стали;
— корректировку химсостава и микролегирование стали;
— модифицирование стали редкоземельными металлами;
— корректировку химсостава, модифицирование и рафинирование стали порошкообразными реагентами.
Агрегат состоит из трёх стендов, на которых могут одновременно обрабатываться ковши с металлом, емкостью 160т, доставляемые к агрегатам посредством сталевозов марки СС-160-2500. Каждый стенд оборудован тремя пневмокамерными насосами, шестью бункерами для подачи сыпучих материалов, пятиручьевым трайбаппаратом.
Время обработки ковша на стенде составляет до 30 минут. Масса металла в обрабатываемом ковше – 160 тонн.
На АДС производят корректировку химического состава стали по содержанию углерода, марганца, кремния, алюминия, титана, ванадия, хрома, никеля, молибдена, меди, а также микролегирование стали ниобием, ванадием, титаном. В качестве реагентов для корректировки химического состава металла и микролегирования используют следующие материалы:
— ферромарганец среднеуглеродистый марок FeMn90C20, FeMn90C15, FeMn80C20, FeMn80C15 по ГОСТ 4755;
— ферромарганец высокоуглеродистый марок FeMn75C80MP, FeMn75C80HP по ГОСТ 4755;
— марганец металлический марки Мн95 по ГОСТ 60008;
— ферросилиций марок ФС45 и ФС65 по ГОСТ 1415;
— ферросиликомарганец марок МнС17, МнС12 по ГОСТ 4756;
— феррохром среднеуглеродистой группы по ГОСТ 4757 или ферросиликохром марок ФХС33 и ФХС20 по ГОСТ 11861;
— феррованадий марок ФВд35У0, ФВд35У1 по ГОСТ 27130;
— ферромолибден марок ФМо60, ФМо58 по гост 4759;
— ферротитан всех марок по ГОСТ 4761;
— ферросиликованадий марки ФВд18С по ТУ 14-5-170-85;
— феррониобий марок ФН660, ФН658, по ГОСТ 16773 и ферросиликониобий марок ФСН625Ти10 и ФСН625Ти3 по ТУ 14-141-02-90;
— ферробор марок ФБ20 и ФБ17 по ГОСТ 14848;
— медь марок М00к и М0к по ГОСТ 859;
— никель первичный марок Н1, Н2 по ГОСТ 849;
— алюминий первичный по ГОСТ 11069 и алюминий вторичный по ГОСТ 295;
— графит по ГОСТ 5420;
— карбонизатор по ТУ 48-20-151-89.
1.2 Описание элементов агрегата
Агрегат АДС-2ПЗС-160 представляет собой систему с распределенными параметрами. В состав каждого из его стендов входят следующие элементы:
— система транспортировки стальковша;
— укрытие стальковша;
— система газо-инертной защиты;
— тракт сыпучих;
— загрузочное устройство;
— система хранения, дозирования и подачи граншлака;
— машина независимых перемещений продувочных фурм;
— система подачи проволок;
— машина замера параметров плавки;
— система хранения, дозирования и подачи порошков в струе аргона.
Подсистема транспортировки стальковша состоит из сталевоза и системы электроприводов, осуществляющих его перемещение. Сталевоз производит перемещение стальковша от разливочного пролета МНЛЗ к АДС и между позициями стенда АДС.
Укрытие стальковша предназначено для изоляции атмосферы над поверхностью зеркала металла от атмосферы цеха. Она состоит из сферического свода укрытия, подвешенного на цепях к опорным конструкциям стенда и короба, на котором помещен гидростатический затвор.
Система газо-инертной защиты предназначена для защиты зеркала металла от окислительной атмосферы, а так же защиты гляделки телекамеры.
Тракт сыпучих предназначен для хранения, дозирования и подачи сыпучих легирующих материалов. Он включает 6 бункеров хранения и вибропитателей.
Загрузочное устройство предназначено для дозированной загрузки модификаторов в ковш и изоляции тракта сыпучих от атмосферы в пространстве под укрытием стальковша. Состоит из весового и промежуточного бункера. Весовой бункер может заполняться материалом одного из шести бункеров тракта сыпучих. Максимальный измеряемый вес – 500 кг. Промежуточный бункер используется для промежуточного хранения порций ферросплавов перед загрузкой в ковш.
Система хранения, дозирования и подачи граншлака предназначена для засыпки граншлака в ковш. Находится на второй позиции пролёта. Она состоит из бункера хранения и дозатора.
Машина независимых перемещений продувочных фурм предназначена для позиционирования фурм в период продувки и смены изношенных фурм.
В состав машины входят:
— две рабочие каретки, к которым крепятся сменные фурмы;
— два контейнера с шестью продувочными фурмами каждый;
— механизмы подъема/опускания фурм и их смены.
Система подачи проволок обеспечивает подачу алюминиевой и порошковых проволок с различными наполнителями. Система состоит из пяти ручьевого трайбаппарата, ножниц для резки проволоки и мундштуков, защищающих проволоку от преждевременного расплавления и служащих в качестве направляющих.
Система управления измерительными фурмами предназначена для взятия проб и измерения температуры металла. В ее состав входят две направляющие для измерительных фурм с электроприводами перемещения. Измерительные фурмы сменные. Они могут быть оснащены термопарами погружения, датчиками химсостава и устройством для взятия проб.
Система хранения, дозирования и подачи порошков в струе аргона предназначена для подачи в расплав порошкообразных реагентов. Система состоит из трех пневмокамерных насосов (ПКН) объемом по 1.5 м3, каждый из которых оборудован пневмоконтейнером для загрузки.
1.3 Описание технологии доводки металла в ковше
Агрегат АДС-2ПЗС-160 позволяет вести доводку одновременно на трех стендах. На нем обрабатываются спокойные, полуспокойные, конструкционные, низколегированные и легированные стали. Последовательность процесса доводки состоит в следующем. Ковш с металлом из конвертерного отделения на сталевозе подают под колпак зонта газоотсоса (первая позиция агрегата). Для учета теплового состояния металла в ковше производят измерение его температуры перед началом продувки. Подвижный кожух-телескоп зонта опускают на ковш, включают устройство отсоса газа из-под колпака и подают аргон(азот) для создания противодавления под колпаком и газоинертной зщиты зеркала расплава. Фурмы для продувки газом и порошком независимо друг от друга вводятся в рабочее пространство через отверстия в крышке свода.
На отметке сопла фурмы 0,15…0,2 м над уровнем расплава включают продувку с минимальным расходом инертного газа, вид которого (Аг или N2) выбирают в зависимости от марки стали. Затем фурму погружают в расплав до отметки 0,2…0,25 м над внутренней поверхностью днища ковша и ведут
усреднительную продувку с максимальным расходом в течение 3…5 мин (в зависимости от марки стали). Подачу в ковш в этот период кусковых охладителей (металлического скрапа-сечки, металлизированных окатышей) и модификаторов (ферромарганца, силикомарганца, металлического марганца, ферротитана, феррованадия, феррониобия) производят по мере готовности их доз. Во время подачи присадок в ковш переходят на минимальный расход газа.
При окончании продувки переходят на минимальный расход газа, поднимают фурму из расплава, измеряют температуру, уровень и окисленность металла, а также отбирают пробу. Затем включают в работу фурму для подачи газопорошковой смеси силикокальция (для предотвращения зарастания разливочного стакана), литейного графита или низкосерннстого кокса (дня науглероживания металла), ТШС (для рафинирования ванны) и редкоземельных элементов (для легирования стали). Аэрированный порошкообразный реагент, перетекая из пневмокамерного насоса в смеситель, подхватывается в последнем струёй газа, транспортируется по газопроводу и через продувочно-порошковую фурму, погруженную в металл до упора в дно ковша (для исключения механических потерь порошка), вводится в жидкую фазу. Одновременно в расплав подается алюминиевая проволока для раскисления и порошковые проволоки (ленты) с наполнителем (углеродом, ферротитаном, магнием, силикокальцием, ферромолибденом) взамен чистого порошка. После завершения подачи необходимых проволок поднимают подвижную трубу телескопическою мундштука в исходное верхнее положение, производят измерение температуры стали и отбор ее пробы.
Для уменьшения продолжительности доводки металла в ковше, в среднем составляющей 25 мин, обработку порошкообразными материалами совмещают с усреднительной продувкой.
Известно, что рафинирующее действие аргона усиливается, если на поверхности жидкого металла наводится покровный высокоактивный шлак. Сталевоз с ковшом перемещают во вторую позицию агрегата под зонт, где производится засыпка зеркала стали гранулированным шлаком.
Наряду со шлаком окислительное воздействие на микролегированную сталь оказывает материал футеровки ковша. Поэтому для предотвращения окисления стали футеровка выполняется из основных материалов. Ковш с готовой сталью со второй позиции передают в разливочный пролет.
— предварительная продувка металла аргоном/азотом для усреднения химического состава и температуры;
— замер температуры и отбор пробы металла после предварительного усреднения;
— корректировка содержания марганца, кремния, титана, ванадия и ниобия кусковыми ферросплавами;
— корректировку содержания алюминия за счет ввода алюминиевой катанки с помощью трайбаппарата;
— корректировка содержания углерода путем ввода углеродсодержащей проволоки;
— модифицирование стали порошкообразными смесями на основе силикокальция путем их ввода в виде порошковых проволок с помощью трайбаппаратов;
— корректировка (снижение) температуры металла в ковше за счет применения сляба, металлизованных окатышей, металлической сечки и/или продувки инертным газом;
— корректировка (повышение) температуры металла в ковше за счет химического подогрева;
— окончательное усреднение металла за счет продувки инертным газом;
— замер температуры и отбор пробы металла после завершении операций доводки металла;
— утепление зеркала металла в ковше теплоизолирующими засыпками.