Содержание
Введение
1. Проектирование фасонного резца
1.1. Выбор исходных данных
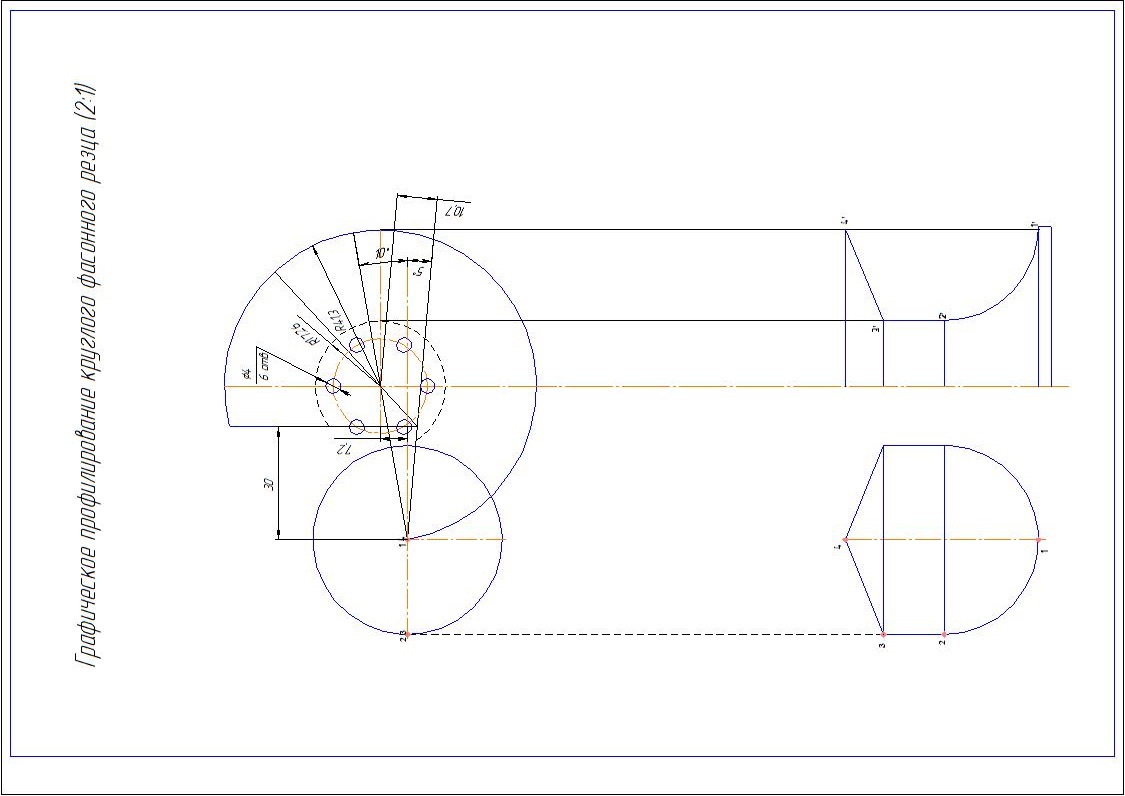
1.2. Графическое профилирование
1.3. Аналитическое профилирование
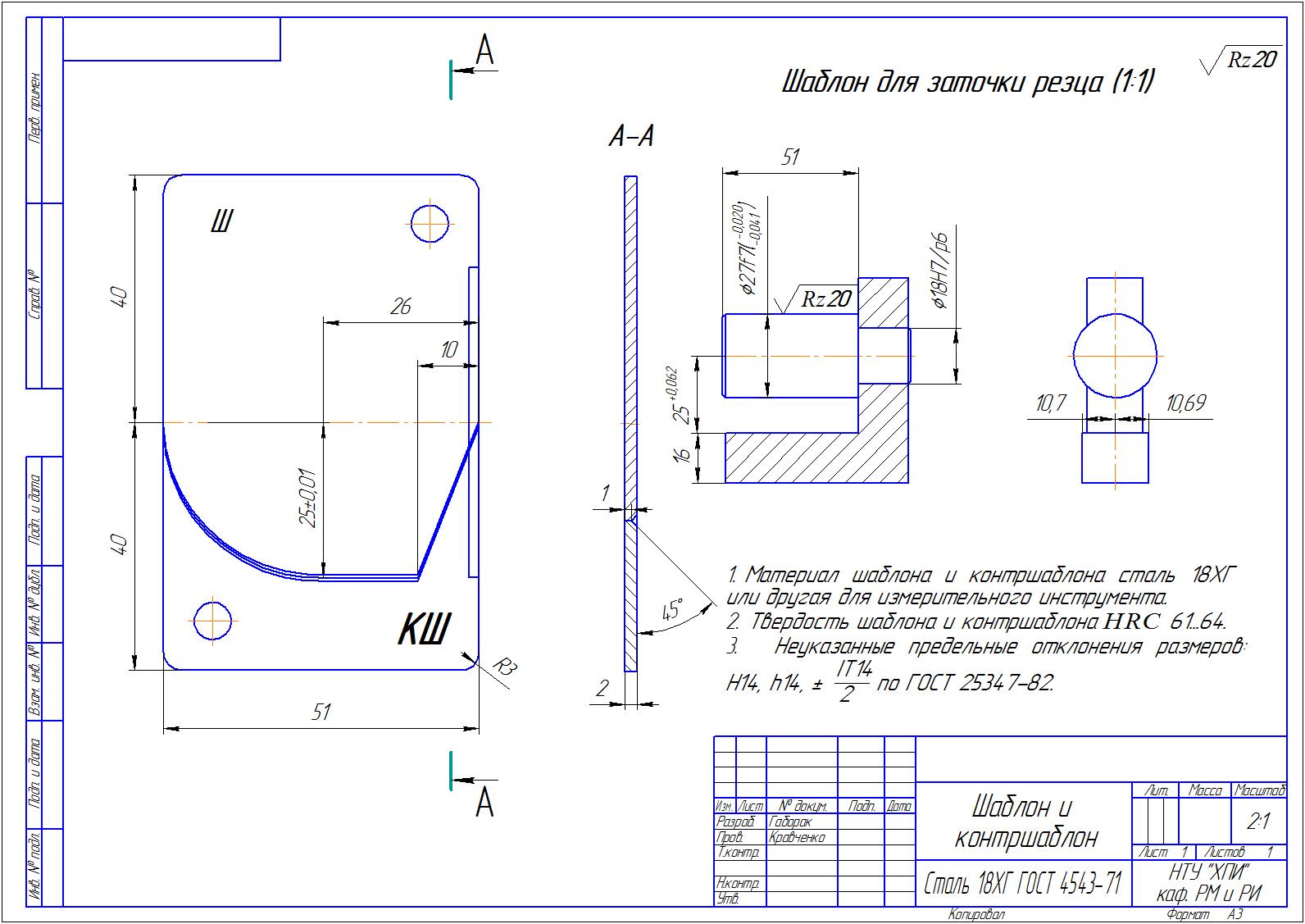
1.4. Проектирование шаблона и контршаблона
1.5. Проектирование шаблона для контроля заточки резца
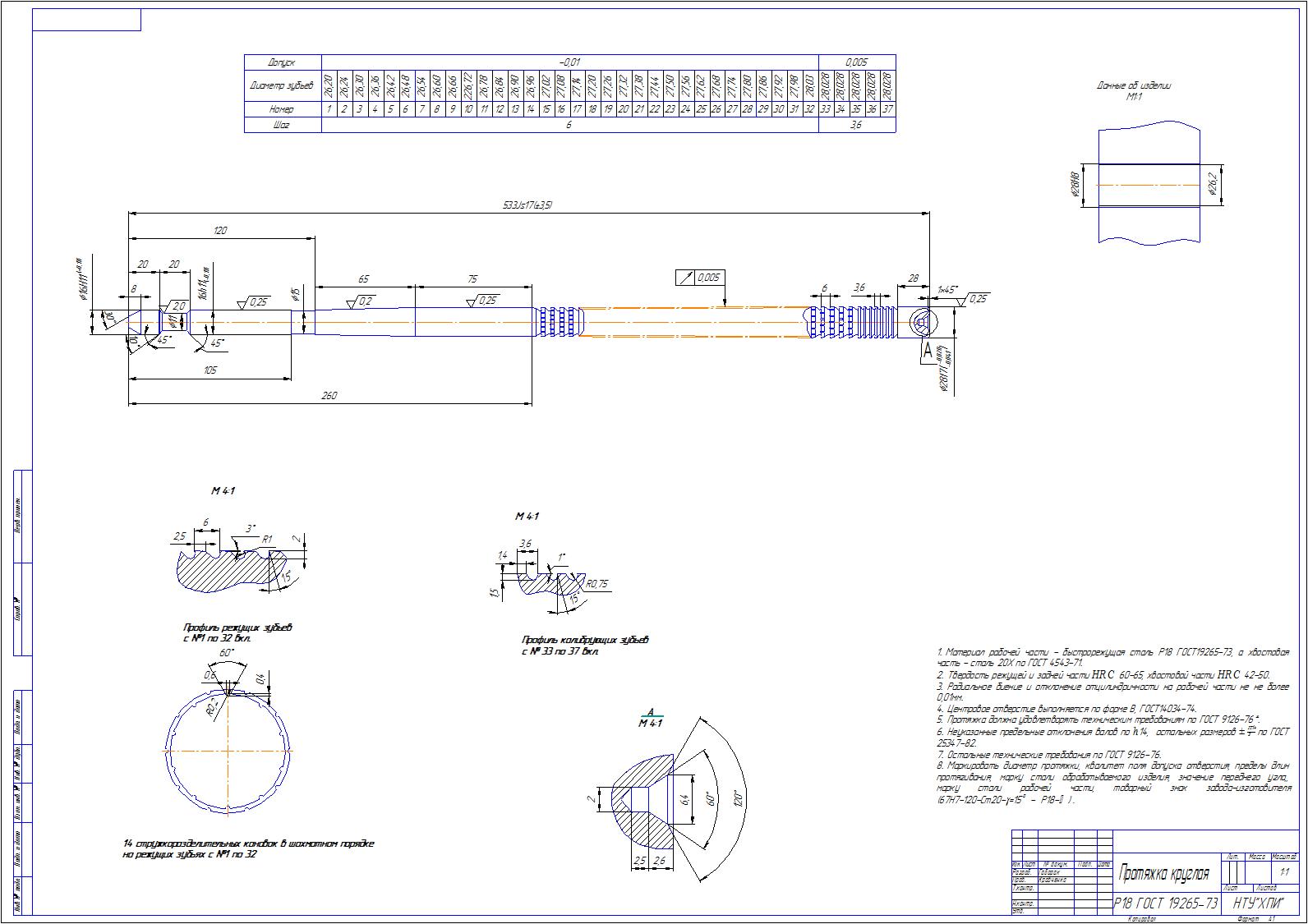
2. Проектирование цилиндрической протяжки с переменной схемой резания
2.1. Выбор исходных данных
2.2. Выбор способа обработки отверстия под протягивание
2.3. Расчет общего припуска под протягивание
2.4 Определение геометрических параметров протяжки.
2.5 Проверка протяжки на прочность
Список источников информации
Введение
В современном машиностроении обработка резанием является главным технологическим методом, обеспечивающем высокое качество и точность обрабатываемых поверхностей деталей. Эффективность машиностроения должна повыситься за счет изменения структуры парка металлообрабатывающего оборудования. Это достигается путем увеличения удельного веса автоматизированного оборудования, в том числе автоматических линий, станков с ЧПУ, роботизированных, оснащенных вычислительной техникой гибких автоматизированных комплексов и гибких производственных систем, позволяющих быстро и эффективно перестраивать производство на выпуск новых изделий.
Одним из основных этапов разработки технологических процессов является инструментальное оснащение участков цехов, станков, автоматических линий и ГПС. Инструментальное обеспечение представляет собой трудоемкую технико-экономическую задачу и предусматривает не только выбор режущего инструмента, но и обеспечение размерной подготовки инструмента или инструментальных блоков, система активногоконтроля качества инструмента: входного операционного и послеоперационного. Поэтому ведущие фирмы промышленного развития стран решают задачу инструментального обеспечения комплексно, создают инструментальные системы, включающие высокоточную и виброустойчивую инструментальную оснастку, прогрессивные конструкции режущего инструмента, средства диагностики инструмента и настройки его на размер вне станка.
Задачей данного курсового проекта является освоение и углубление знаний, полученных на лекциях и приобретение практических навыков расчета и конструирования инструментов.
Инструменты в широком смысле представляют собой орудия, употребляемые при ручной и механической обработке разного рода материалов в машиностроении, горном деле, сельском хозяйстве и т.д.
Режущим инструментом в узком смысле называется та часть металлорежущих станков, которая непосредственно изменяет форму обрабатываемой детали.
Большое разнообразие режущих инструментов объясняется различными материалами, разнообразными формами и размерами обрабатываемых деталей, различными конструкциями станков, а также характером производства (единичное, серийное или массовое). Работа ученых и опыт новаторов производства показали, какие огромные резервы производительности труда создает правильная эксплуатация инструмента и какие перспективы открывает применение новых, прогрессивных способов обработки, новых режущих инструментов, новых конструкций станков.
Всякий режущий инструмент должен обеспечивать получение необходимых размеров, формы детали, требуемое качество обработанной поверхности, а также стойкость, прочность, жесткость и т. д. Какой бы мы ни взяли режущий инструмент, будь то развертка, фреза, протяжка, резец или сверло, каждый из них должен срезать с заготовки слой материала определенной толщины. Величина срезаемого слоя может быть различной. Обдирочный резец на крупном токарном станке срезает слой более 25 мм, алмазный резец 0,05-0,2 мм, развертка при развертывании небольшого отверстия 0,1-0,15 мм. Точность размера и шероховатость поверхностей обрабатываемых деталей также очень различны: сверлом просверливают отверстие диаметром 50 мм с допуском около 1,5 мм; протяжкой обрабатывают отверстие с допуском до 0,01 мм; после обработки обдирочным резцом поверхность очень грубая; после обточки, например, алмазным резцом получается высококачественная поверхность с шероховатостью, не превышающей Rа=0.32-0.16 мкм.
Из этих примеров видно, что условия работы режущих инструментов и требования, предъявляемые к результатам их работы, весьма разнообразны.
Список источников информации
1. Методические указания к выбору исходных данных к курсовой работе, по теме «Выбор резца с механическим креплением СМП для станков ЧПУ»
2. Дражин В.Ф. Кравченко Л.С. «Резцы с механическим креплением СМП для станков с ЧПУ и гибких производственных систем». Учебн. пособие: Харьков 1987-85с.
3. Методические указания к выполнению инструментальной части в курсовых и выпускных технологических работах бакалавра и специалиста. «Инструментальное обеспечение станочного оборудования». Кравченко Л. С., Харьков, 2000 — 25с.
4. Методические рекомендации. Выбор, эксплуатация и организация • внедрения резцов со сменными механически закрепленными пластинами. М., — 1987- 60с.
5. Рекомендации по рациональной эксплуатации режущего инструмента на станках с ЧПУ. ВНИИ ТЭМР, М„ 1986 — 42с.
6. Режимы резания черных металлов инструментами, оснащенными твердым сплавом. МАШГИЗ, М., 1958. -207с.
7. Нефёдов Н.А., Осипов К.А. «Сборник задач и примеров по резанию металлов и режущему инструменту»: Учеб. пособие. Машиностроение, М., 1989.-4000с.
8. Методическое указание к выбору исходных данных и оформлению курсовой работы по дисциплине «Проектирование и производство режущего инструмента». Харьков, ХПИ, 1982г.
9. Аршинов В.А., Алексеев Г.А. Резание металлов и режущий инструмент. —
М.; Машиностроение, 1975г.