1 Маршрутный технологический процесс обработки детали
2 Разработка теоретических схем базирования для всех операций механической
3 Разработка практических схем базирования для всех операций механической
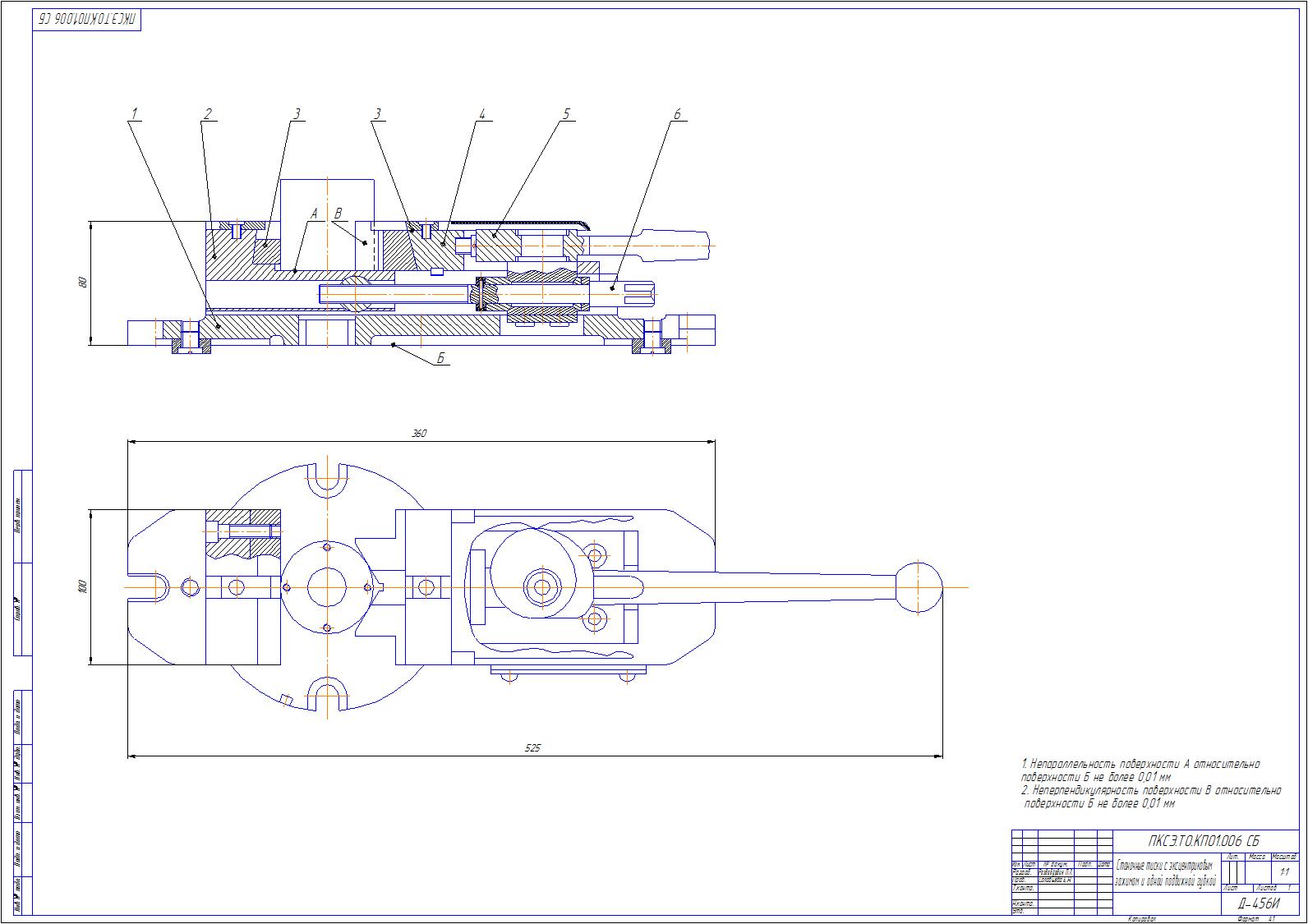
4 Описание конструкции приспособления
5 Расчёт требуемого усилия зажима
6 Расчёт фактического усилия зажима
7 Расчёт приспособления на точность
8 Технические требования к конструкции приспособления
Введение
Повышение производительности механической обработки в значительной степени зависит от уровня механизации и автоматизации станочных приспособлений. Существенно повысить производительность механической обработки можно лишь при резком сокращении вспомогательного времени благодаря применению прогрессивной технологической оснастки, в частности быстродействующих механизированных приспособлений.
Наиболее значительную долю в общем парке технологической оснастки составляют приспособления, применяемые для установки и закрепления заготовок деталей, обрабатываемых на металлорежущем станке.
Технологическая оснастка – важнейший фактор успешного осуществления технологического прогресса в машиностроении. Она представляет собой совокупность рабочего, измерительного инструмента и приспособления, используемых для базирования, закрепления и контроля обрабатываемых деталей на различном технологическом оборудовании: метало-, деревообрабатывающих станках, прессах, измерительных машинах и др. в зависимости от назначения технологического оборудования различается и его оснастка. Так, на станках с ЧПУ к оснастке относят дополнительные устройства, не входящие в комплект станка, например устройства для размерной настройки вне станка.
Механизация и автоматизация процесса закрепления заготовок наряду с ростом производительности обработки обеспечивает: повышение точности благодаря стабильности силы зажима, снижающей погрешность закрепления; сокращение доли ручного труда; снижение физической нагрузки рабочих; возможность многостаночного обслуживания, поскольку рабочий освобождается от необходимости длительного присутствия у одного станка; регламентация цикла обработки, являющейся предпосылкой для автоматизации процесса в целом.
Технологическая оснастка является переменной частью технологического оснащения. Назначение технологической оснастки – обеспечивать, менять и расширять технологические возможности оборудования, поэтому срок её службы на один порядок и более ниже срока службы оборудования. В действующем производстве требуется постоянное обновление технологической оснастки, а при смене номенклатуры изделий или изменении требований к их изготовлению для заданного состава оборудования новые производительные условия обеспечиваются благодаря полной или частичной её замене.
Разновидность систем технологической оснастки определяется типом производства. В массовом производстве приоритетным является применение специальной неразборной и безналадочной технологической оснастки; в серийном производстве – специализированной и унифицированной технологической оснастки, обладающей свойством обратимости; в единичном производстве – специальной неразборной и универсально – наладочной технологической оснастки.
Список литературы
1. Справочник металлиста. В 5 томах. Т.4. Под ред.д-ра техн. наук М.П. Новикова и канд. техн. наук А.Н. Орлова. М.:Машиностроение,1977-720 с.,ил.;
2. Горошкин А.К. Приспособление для металлорежущих станков. Справочник- 7-е изд., перераб. И доп.-М.: Машиностроение, 1979.-303 с., ил.;
3. Белоусов А.П. Проектирование станочных приспособлений: Учебное пособие для учащихся техникумов.-3-е изд., перераб. и доп.,-М.: Высш. Школа, 1980.-240 с., ил.;
4. Антонюк В.Е. В помощь молодому конструктору станочных приспособлений.-М.: Белорусь, 1975.-351 с.;
5. Альбом по проектированию приспособлений: Учеб. пособие для студентов машиностроительных специальностей вузов/ Б.М. Базаров, А.И. Сорокин, В.А. Губарь и др.-М.: Машиностроение,1991.-121 с.,ил.