
СОДЕРЖАНИЕ
ВВЕДЕНИЕ
1 ТЕХНОЛОГИЯ ШОВНОЙ СВАРКИ
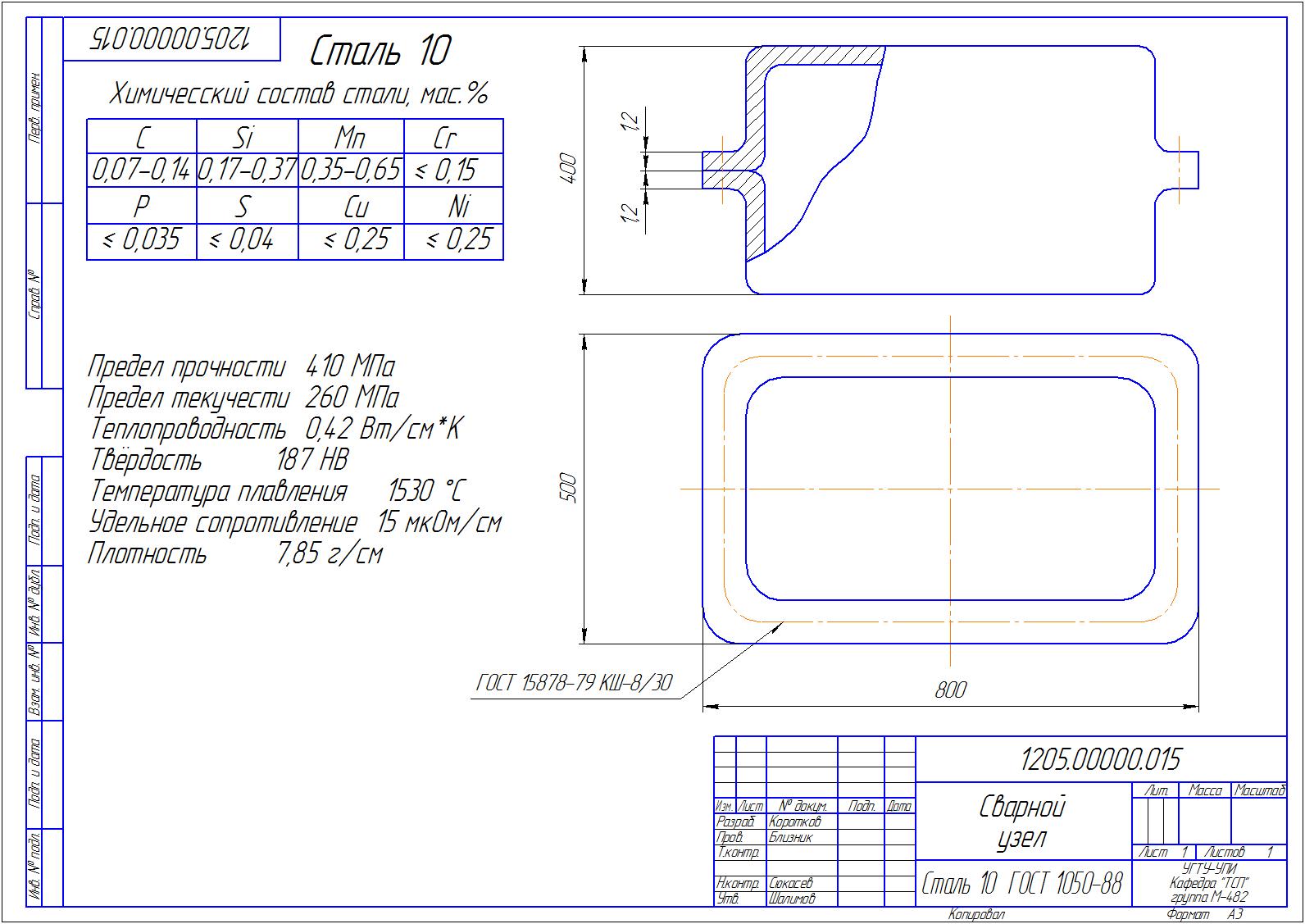
1.1 Характеристика изделия
1.2 Свойства и свариваемость материала заготовок
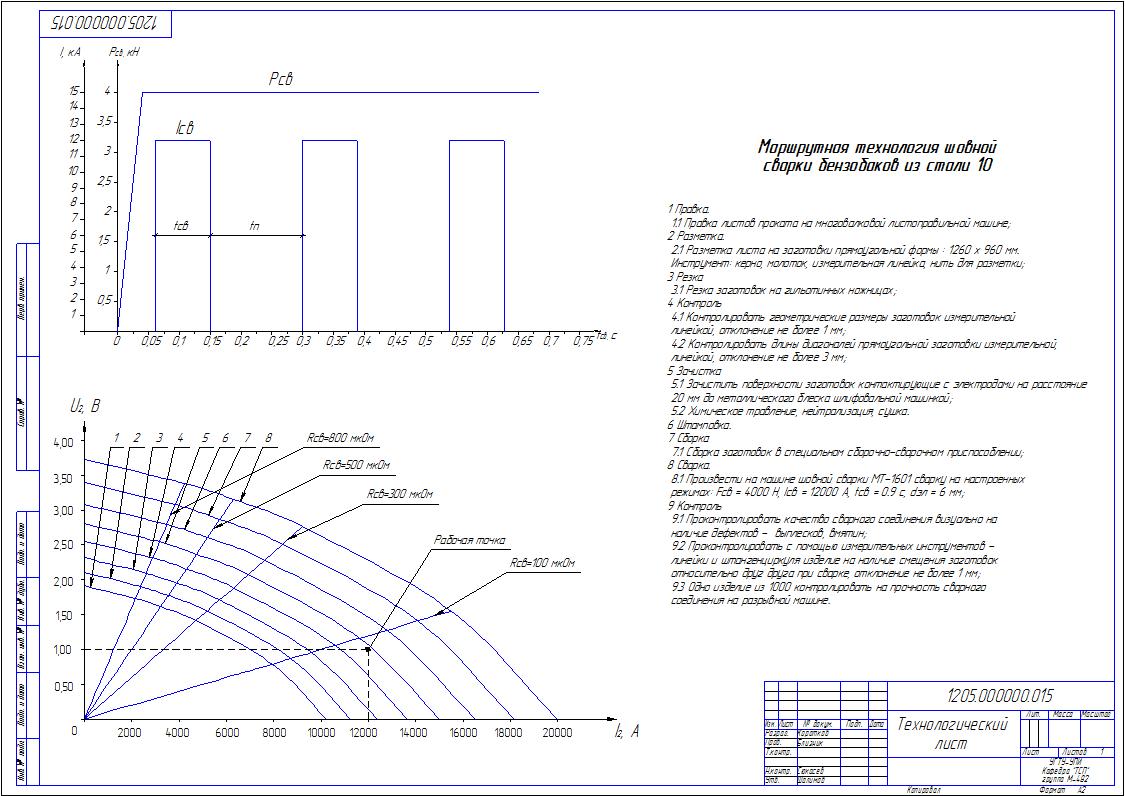
1.3 Параметры режима сварки. Циклограмма сварки.
1.3.1 Определение параметров режима сварки
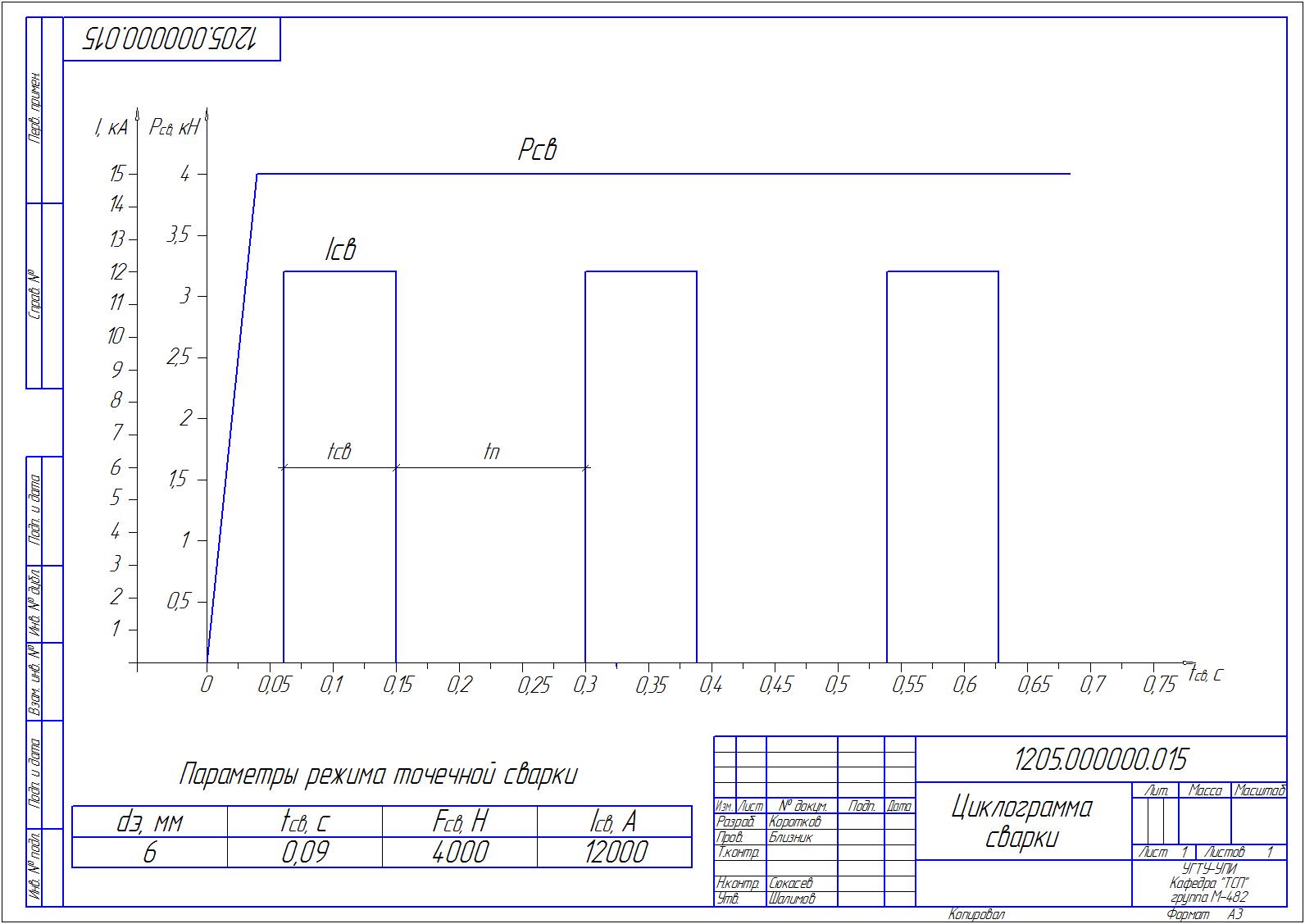
1.3.2 Циклограмма сварки
1.4 Технологический процесс сварки
1.4.1 Подготовка поверхности заготовок
1.4.2 Сборка
1.4.3 Сварка
1.4.4 Контроль качества
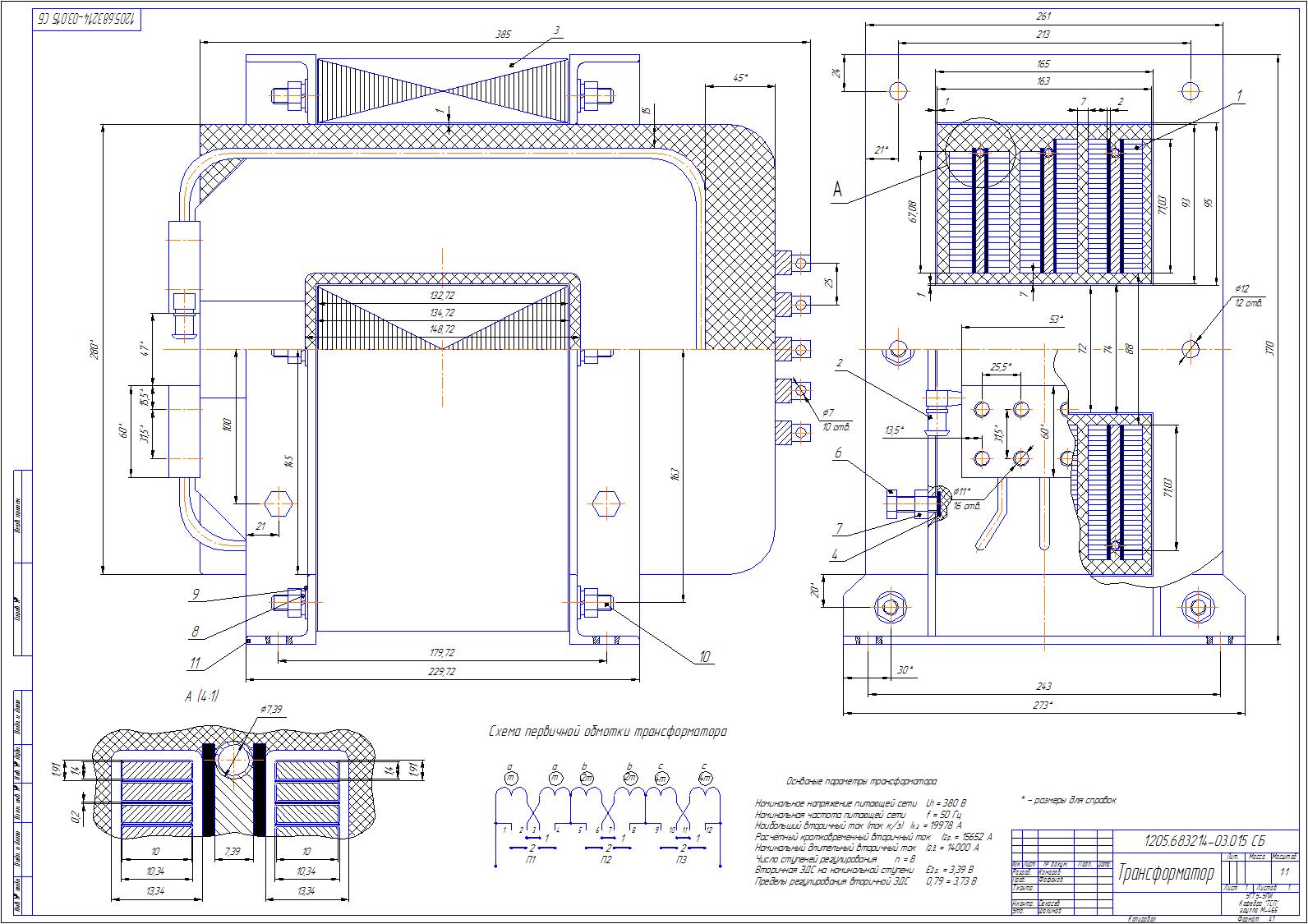
2 РАСЧЁТ ПАРАМЕТРОВ ТРАНСФОРМАТОРА
2.1 Исходные данные для расчёта трансформатора
2.2 Расчёт сопротивления вторичного контура и
полного сопротивления контактной машины
2.3 Схема первичной обмотки трансформатора
2.4 Сечение сердечника
2.5 Геометрические размеры трансформатора
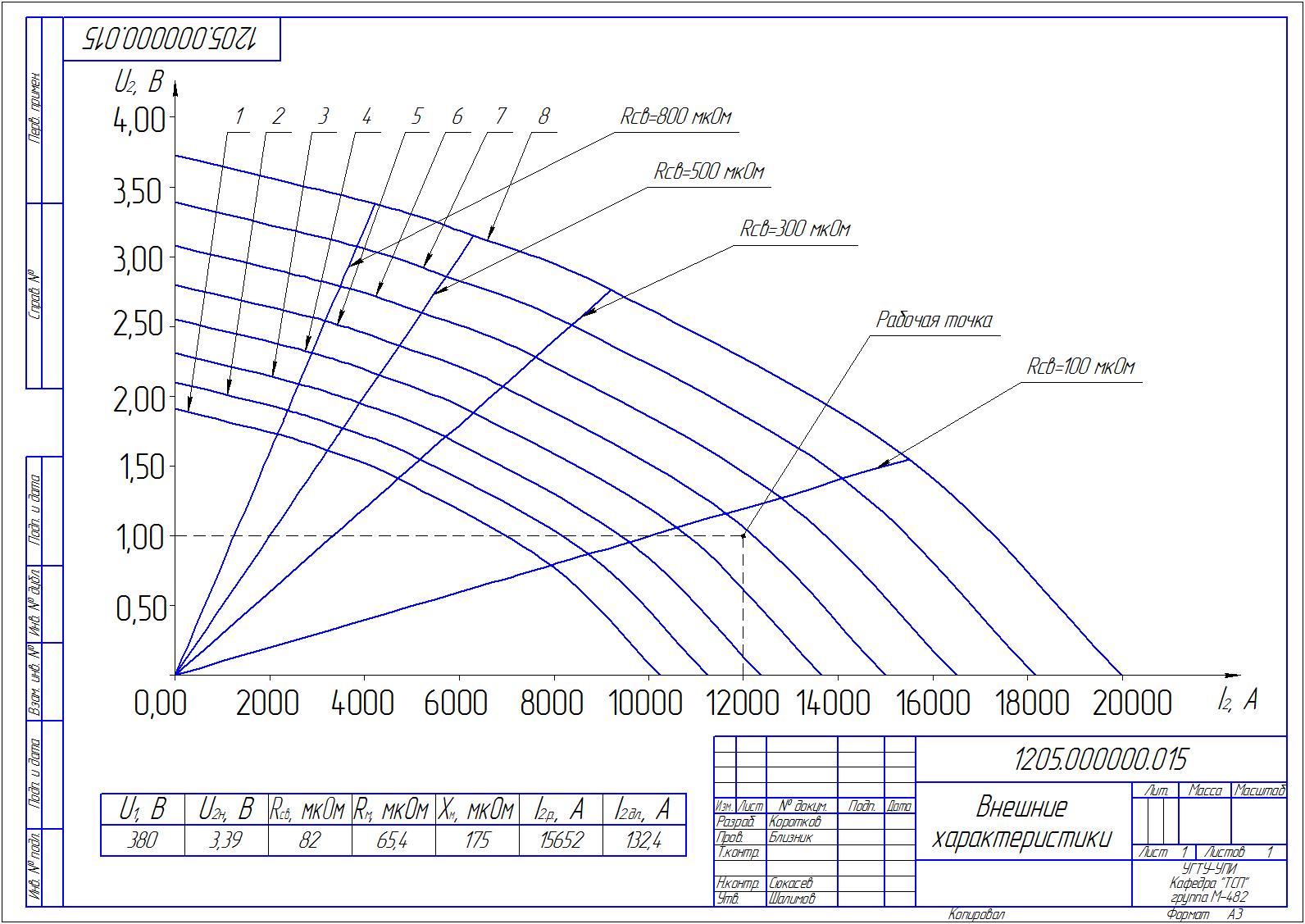
2.6 Внешние характеристики машины
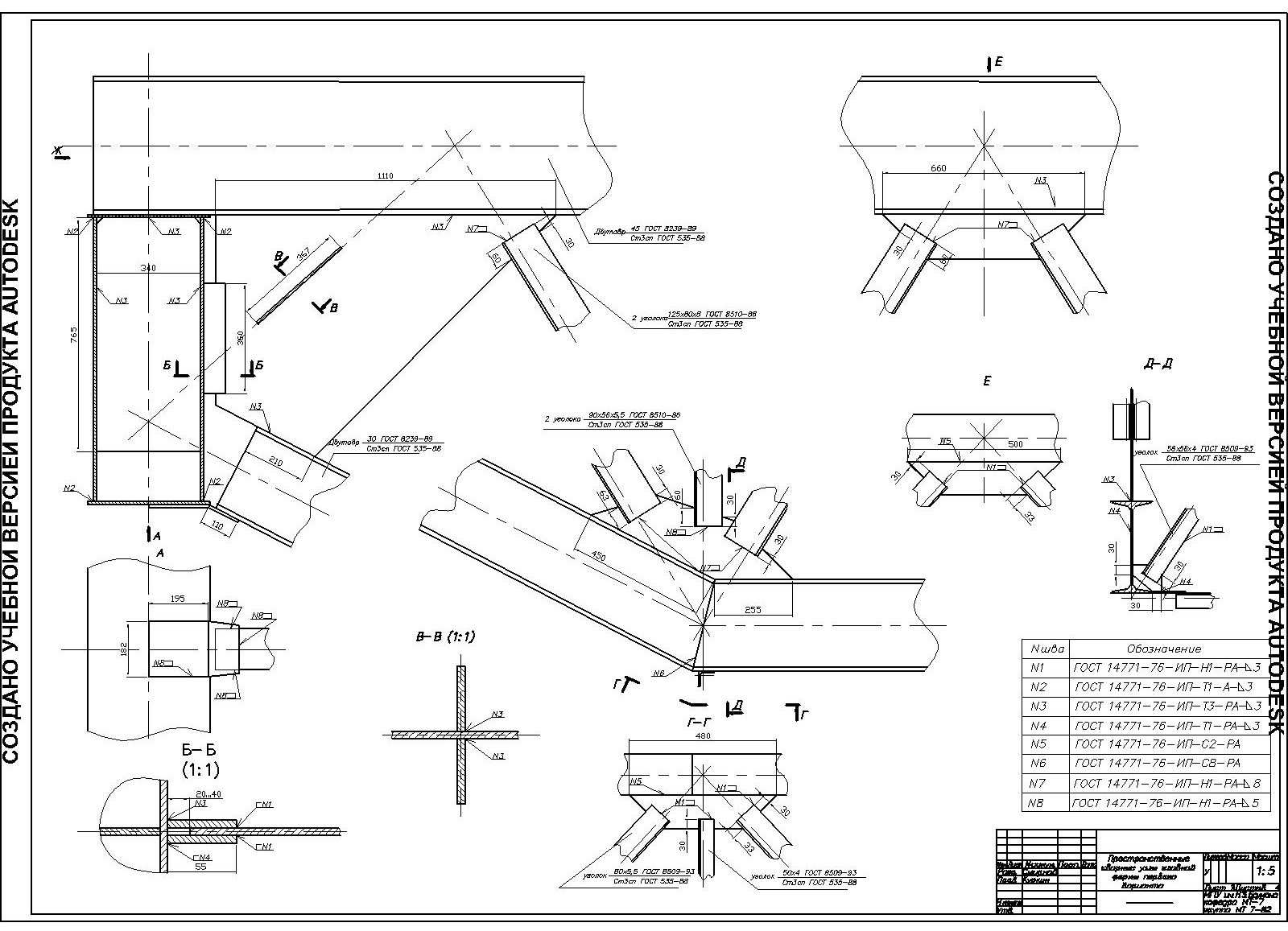
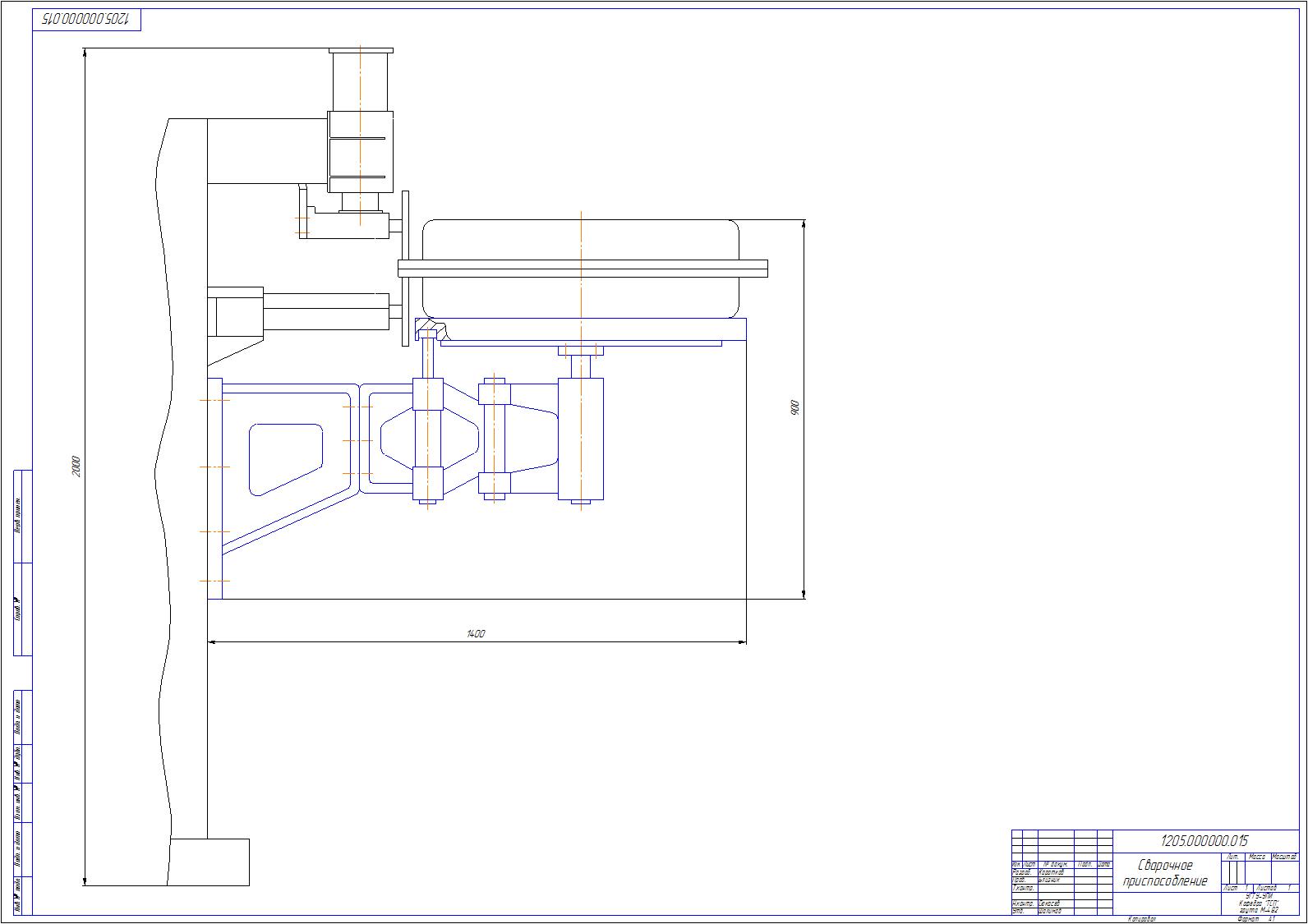
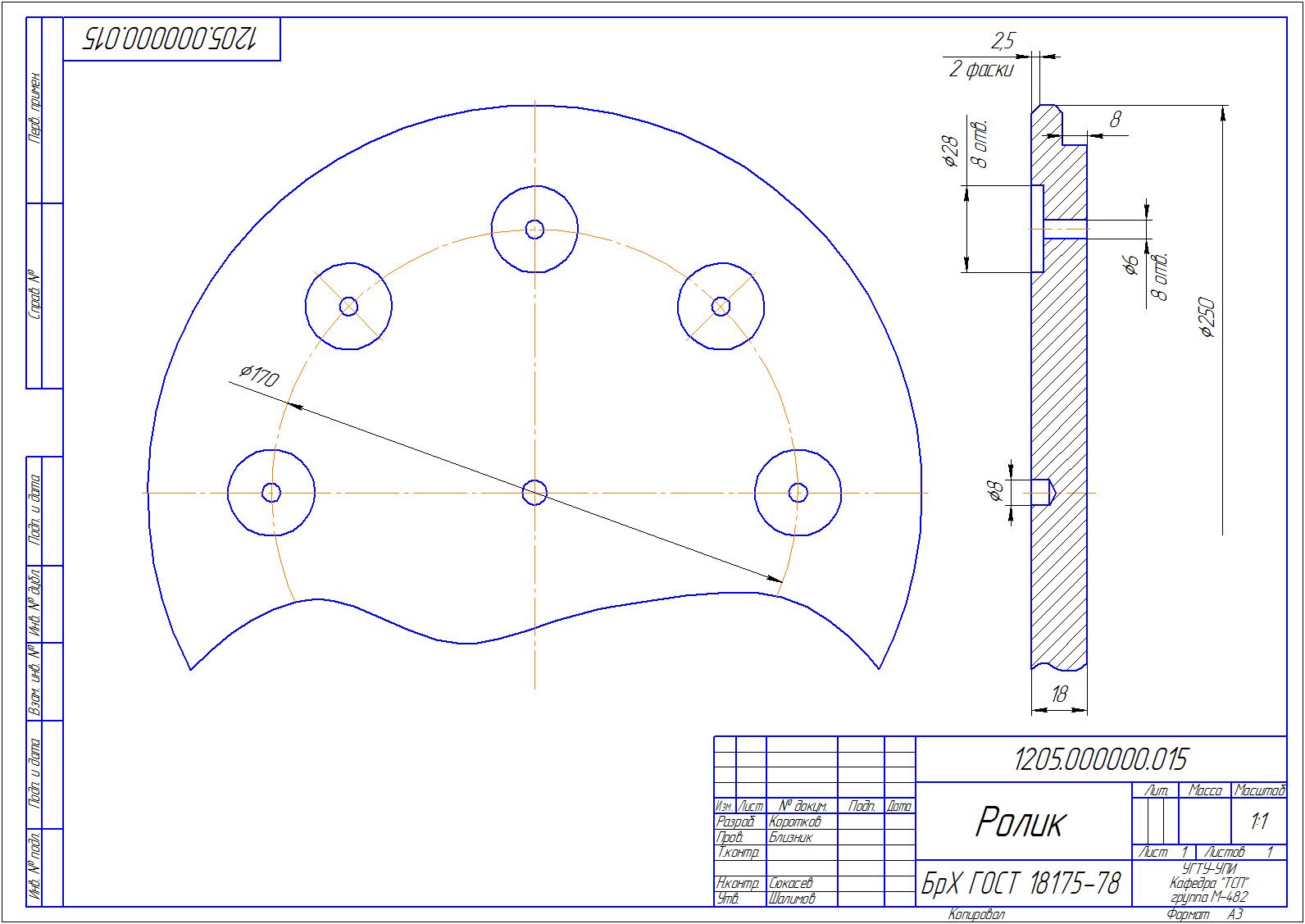
3 ОПИСАНИЕ КОНСТРУКЦИИ ПРИСПОСОБЛЕНИЯ
4 УСТАНОВКА МАШИНЫ
5 ОХРАНА ТРУДА
6 ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
Спецификация
ВВЕДЕНИЕ
Для сварки данного изделия (сварка мембранов) используется шовная сварка.
Шовная сварка – это процесс образования неразъёмных соединений конструкционных материалов в результате их кратковременного нагрева электрическим током и пластического деформирования усилием сжатия.
Шовная сварка – способ получения герметичного соединения (шва) путем образования ряда перекрывающихся точек.
Размер каждой точки зависит от диаметра электрода, величены сварочного тока, усилия сжатия и электрического сопротивления зоны сварки.
Процесс сварки характерен весьма малым временем сварки при больших сварочных токах и усилиях, обеспечивающих локальное плавление металла.
Процесс образования сварной точки происходит в 3 этапа:
1) Сжатие заготовок усилием определённой величены. Между заготовками формируется контактное сопротивление.
2) Характеризуется расплавлением металла проходящим электрическим током и образованием ядра.
3) Начинается с момента выключения тока, сопровождающегося охлаждением и кристаллизацией металла. При охлаждении металла возникают остаточные напряжения. Для снижения уровня этих напряжений и предотвращения усадочных трещин и раковин усилие сжатия на этом этапе увеличивают.
Затем электроды контактной машины раздвигаются, и изделие освобождается.
Так же возможна термообработка сварной точки непосредственно в электродах машины путем протекания дополнительного импульса тока меньшей величены, но большей протяжённости.
Шовная сварка является высокопроизводительным способом сварки, которая имеет большие возможности автоматизации процесса. [1. стр. 6]
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1 Технология и оборудование контактной сварки./ Под ред. д-ра техн. наук проф. Б. Д. Орлова. М.: Машиностроение, 1986. 351с.
2 Справочник сварщика./ Под ред. д-ра техн. наук проф.
В. В. Степанова. М.: Машиностроение, 1982. 560с.
3 Контактная сварка. Метод. указ. для курсового проекта./
А. А. Фофанов, В. С. Милютин. Екатеринбург: УПИ, 1992. 36с.
4 Контактная сварка. Справочник./ А. А. Фофанов, А. С. Рудаков.
М.: Машиностроение, 1964. 111с.
5 Точечная и роликовая электросварка легированных сталей и сплавов./ П. Л. Чулошников. М.: Машиностроение, 1974. 232с.
6 Марочник сталей и сплавов./ В. Г. Сорокин, А. В. Волосникова,
С. А . Вяткин и др.; Под общ. редакцией В. Г. Сорокина.
М.: Машиностроение, 1989. 640с.
7 ГОСТ 15878-90. Контактная сварка. Соединения сварные. Конструктивные элементы и размеры.