





Содержание
Введение
1. Общие сведения
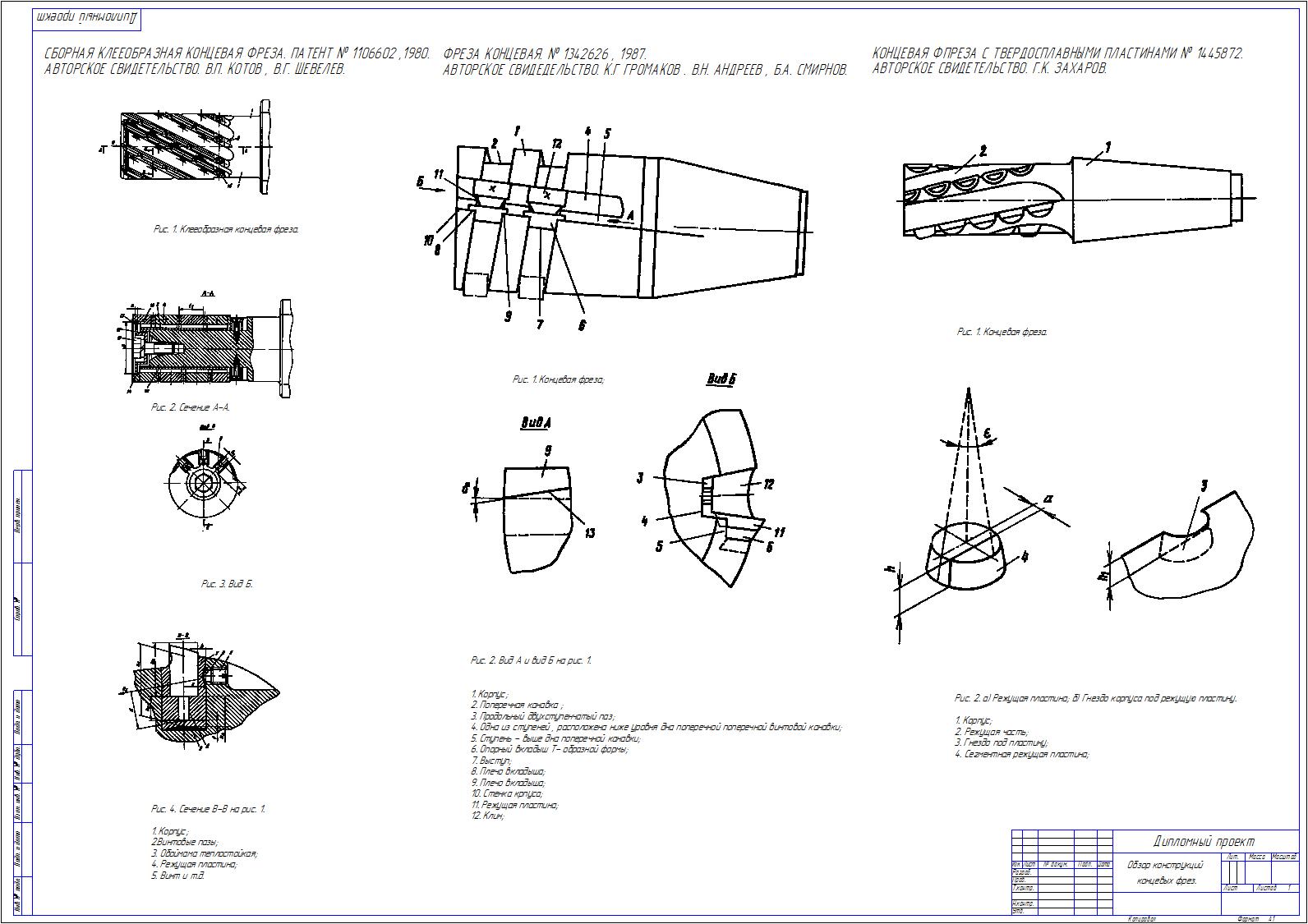
1.1. Общие сведения о концевых фрезах.
1.2. Силы резания при обработке концевыми фрезами.
1.3. Равномерность фрезерования концевыми фрезами и направление винтового зуба.
1.4. Основные направления совершенствования конструкций концевых фрез.
1.5. Иностранный опыт.
2. КОНСТРУКТОРСКАЯ ЧАСТЬ.
2.1. Анализ силовых явлений при обработке концевыми фрезами и расчет концевой фрезы , оснащенной СМНП.
2.2. Расчет шлицев корпуса фрезы.
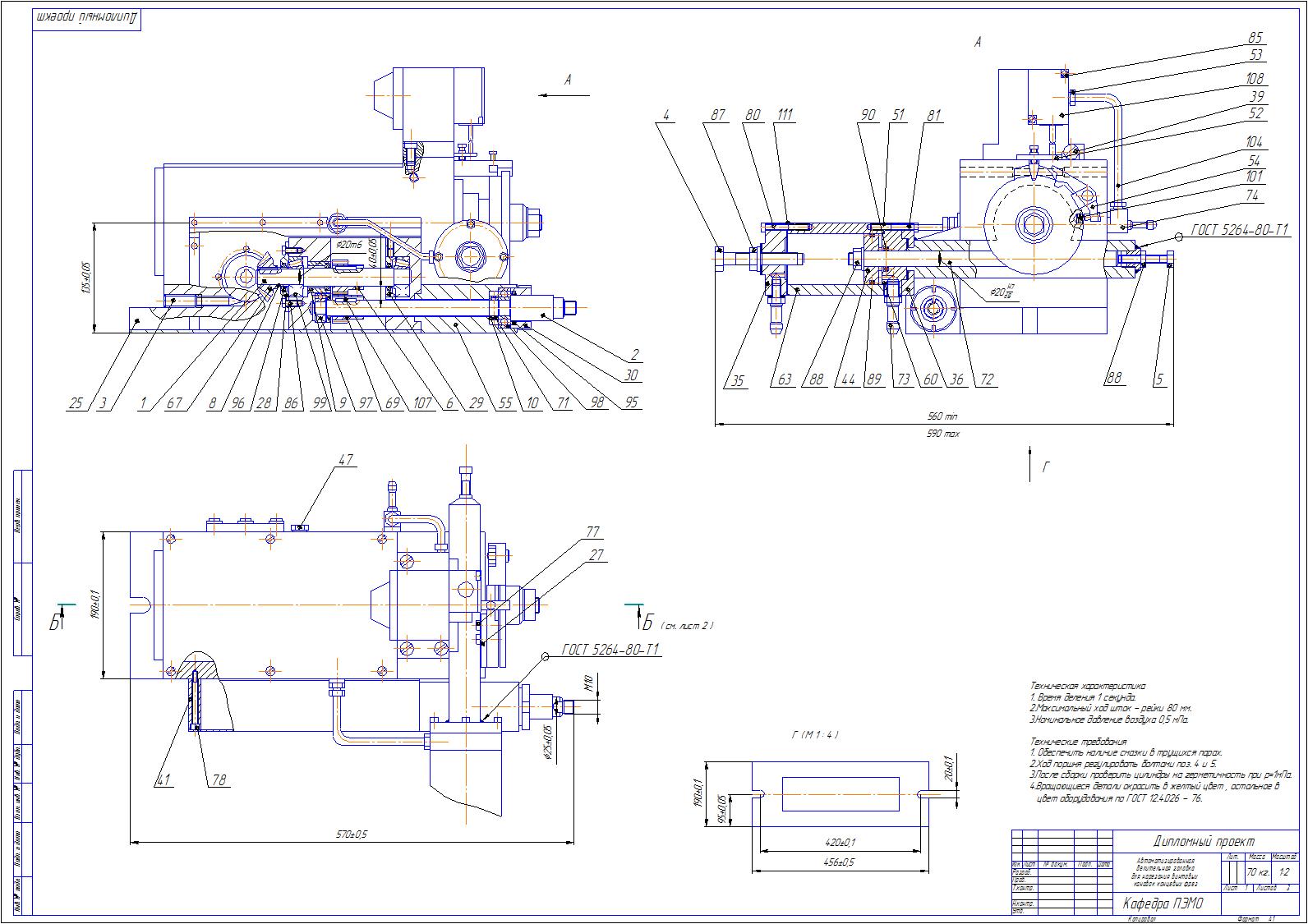
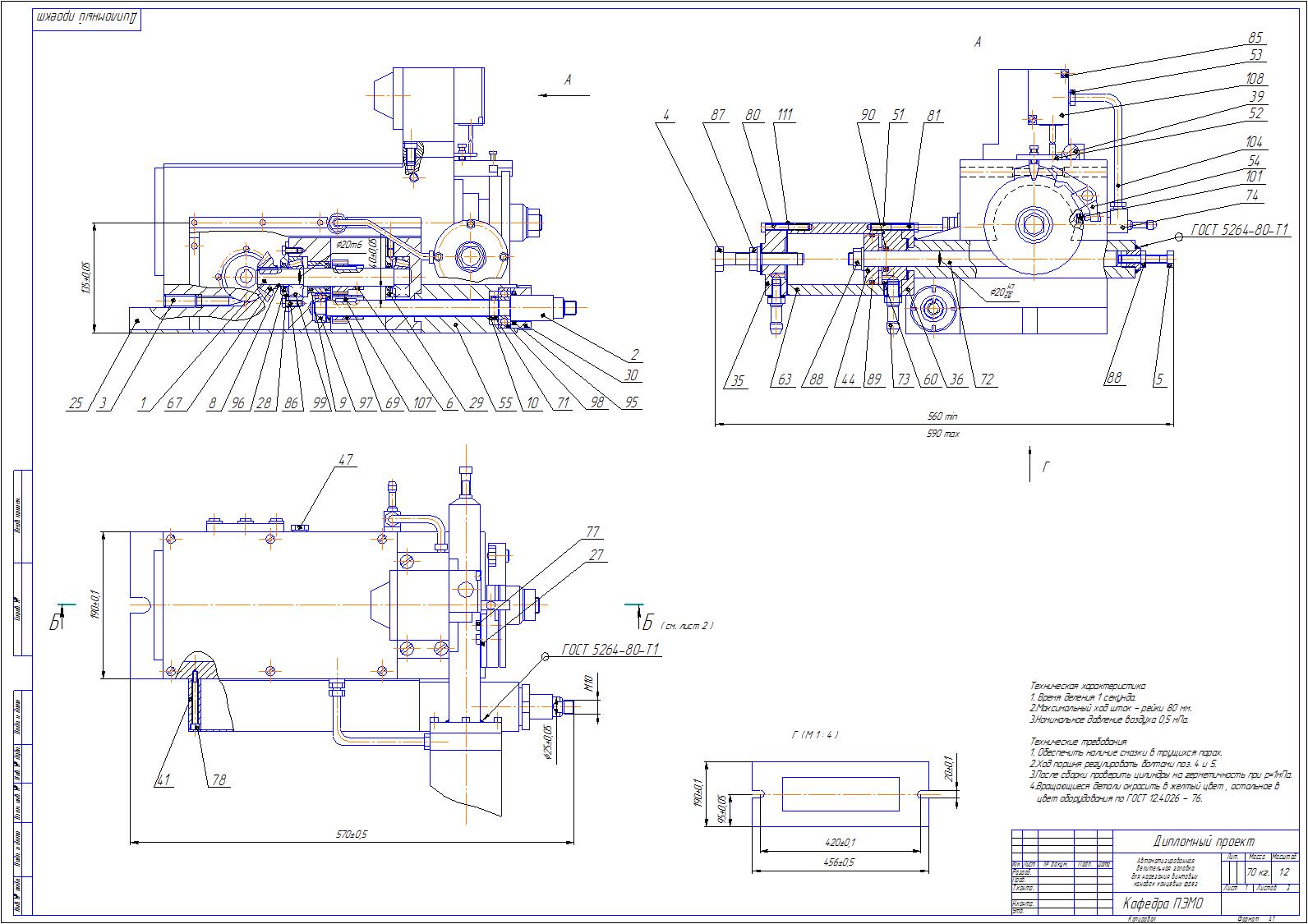
2.3. Описание и расчет приспособления.
2.3.1. Расчет сменных зубчатых колес гитары стола.
2.3.3. Расчет конуса Морзе. Приспособление для закрепления заготовки рассчитывается по горизонтальной силе Рh .
2.3.4. Расчет подшипников. Программа «Опора».
2.3.5. Расчет пневмоцилиндра деления.
2.3.6. Проверим шток на прочность по закону Гука.
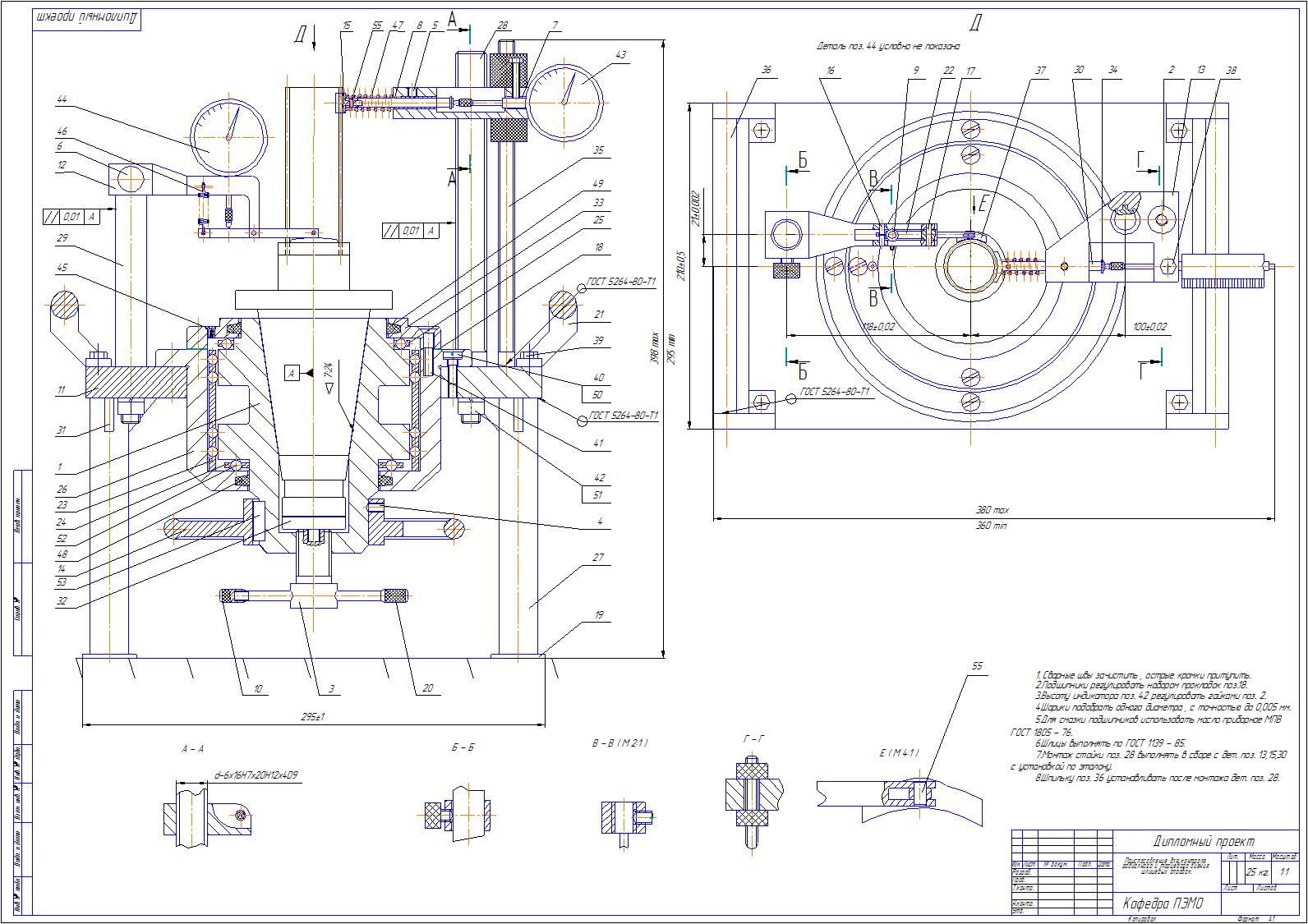
2.4. Описание и расчет контрольного приспособления.
2.4.1. Описание работы приспособления.
2.5. Инструмент второго порядка . Расчет двухугловой фрезы для обработки корпуса фрезы.
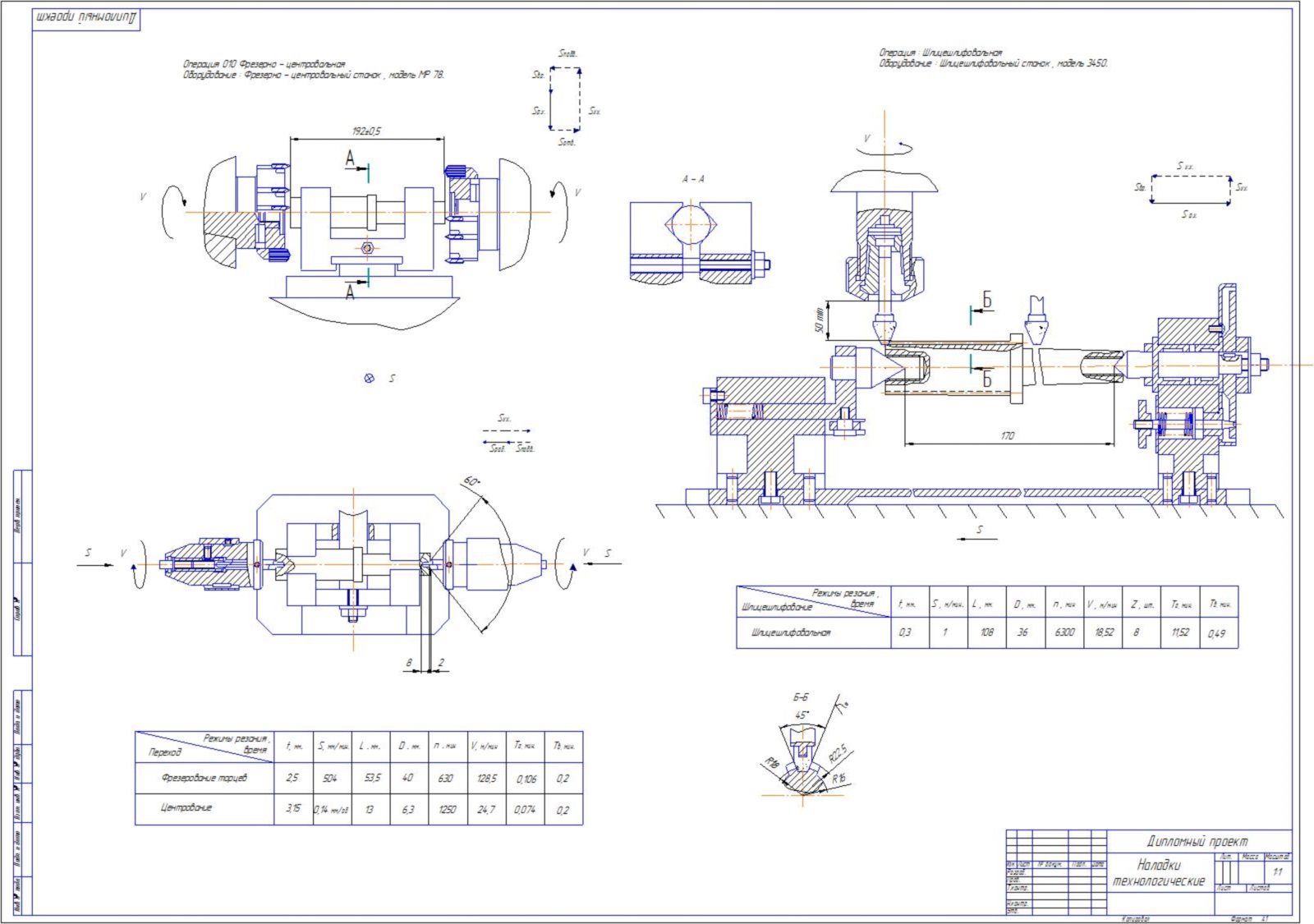
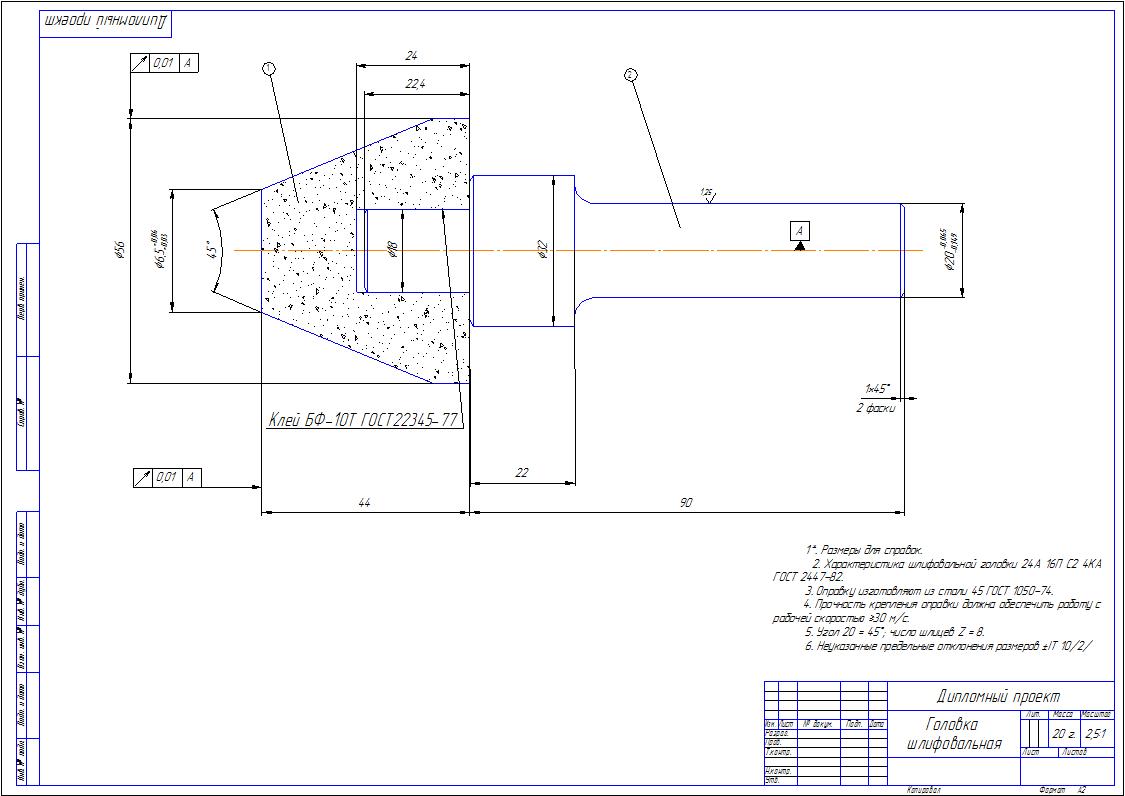
2.5.1. Шлифование шлицев и внутреннего диаметра предварительное и окончательное.
3. ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ.
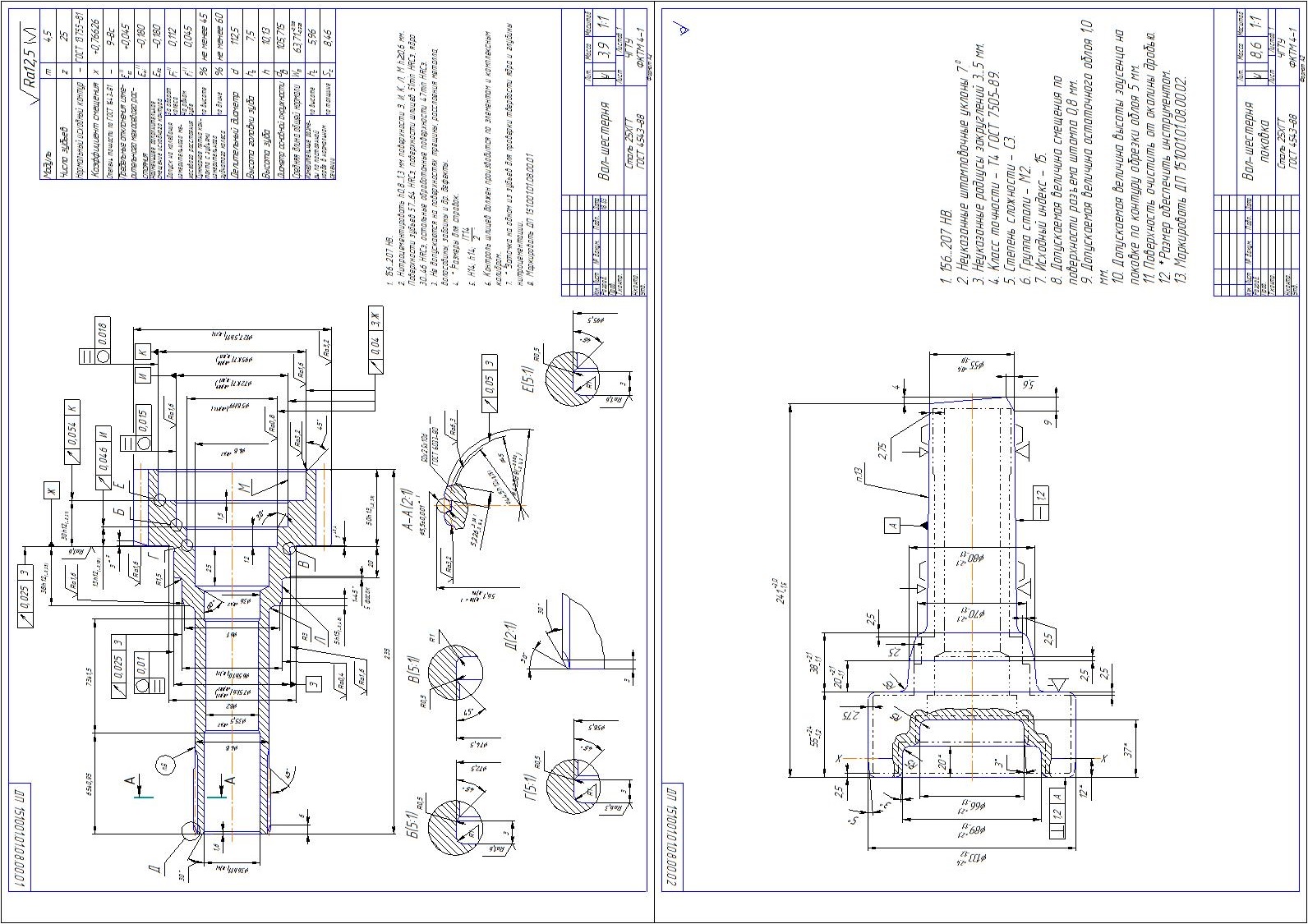
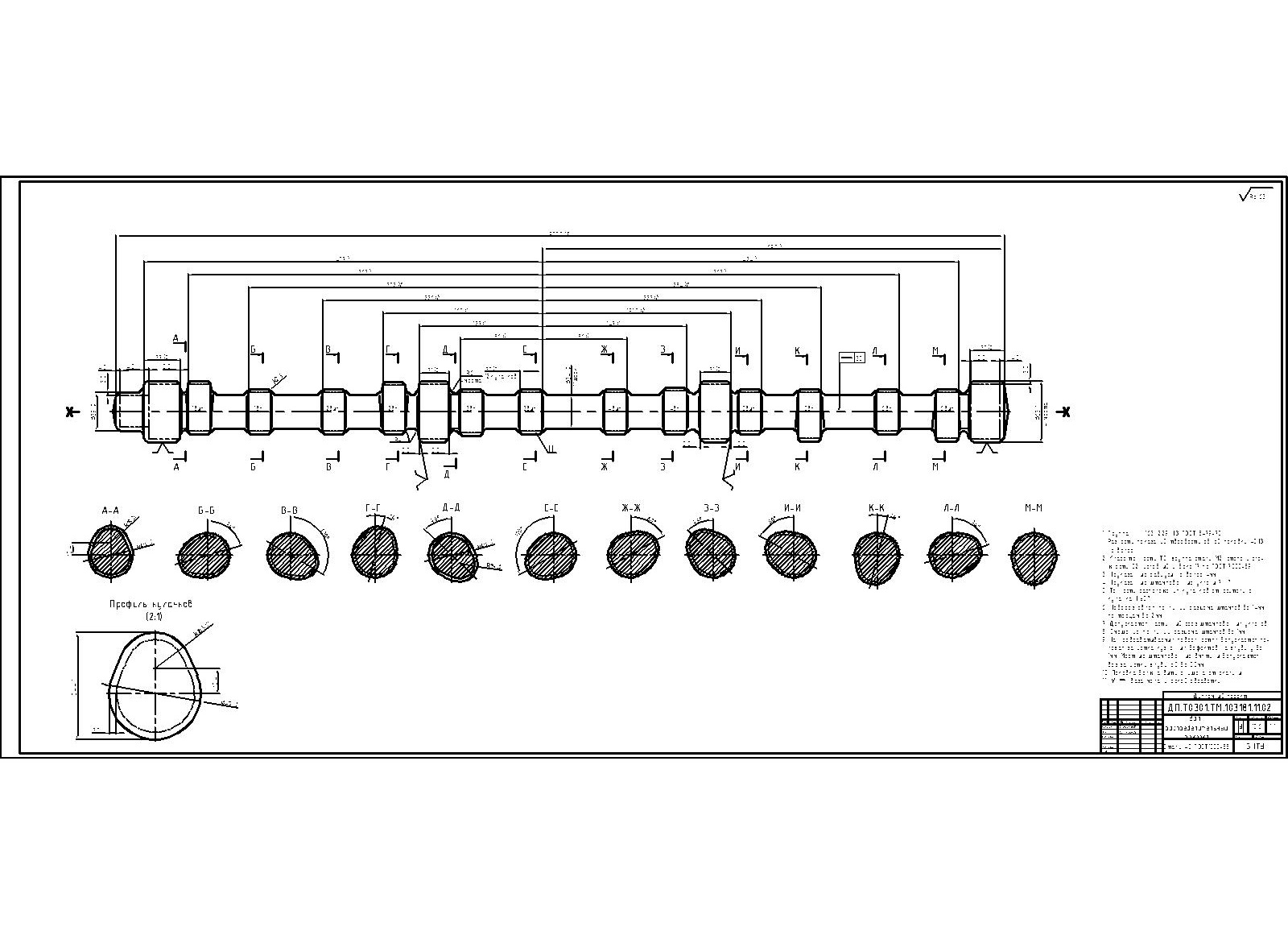
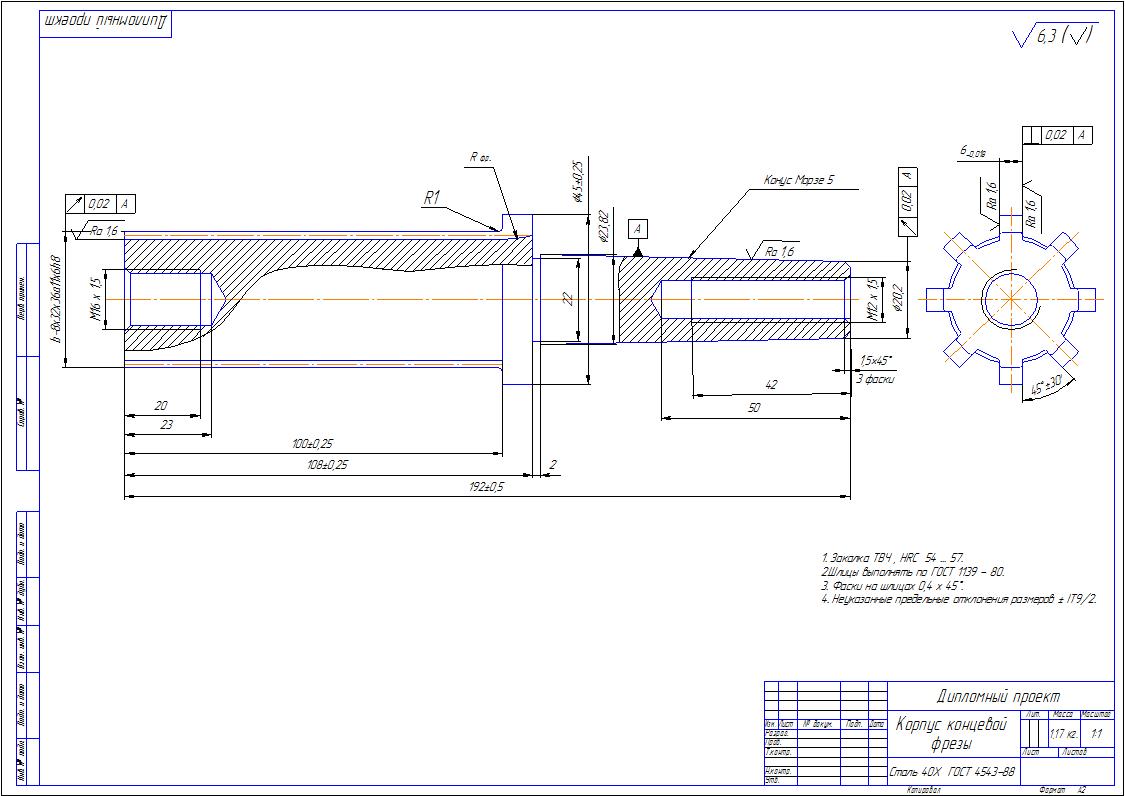
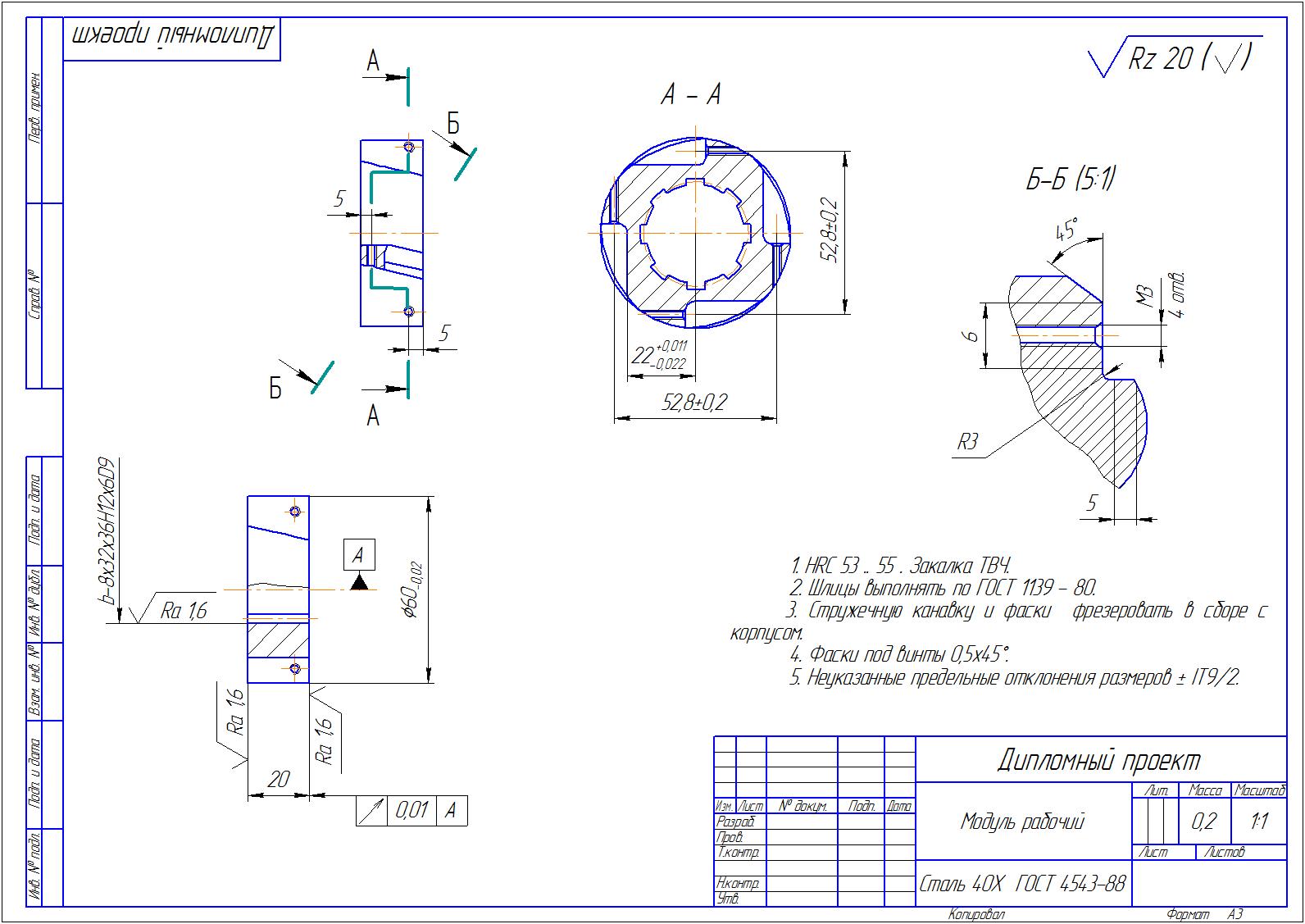
3.1. Назначение и конструкция корпуса фрезы, технические требования на её изготовление.
3.2. Проведем анализ на технологичность конструкции детали.
3.2.1. Обеспечить рациональные условия базирования.
3.2.2. Обеспечить рациональную простановку размеров.
3.3. Количественная оценка технологичности ( ведется по дополнительным показателям ).
3.4. Определение межоперационных размеров и припусков.
3.5. Выбор заготовки для детали «корпус фрезы».Технический этап.
3.5.1. Обоснование выбора заготовки.
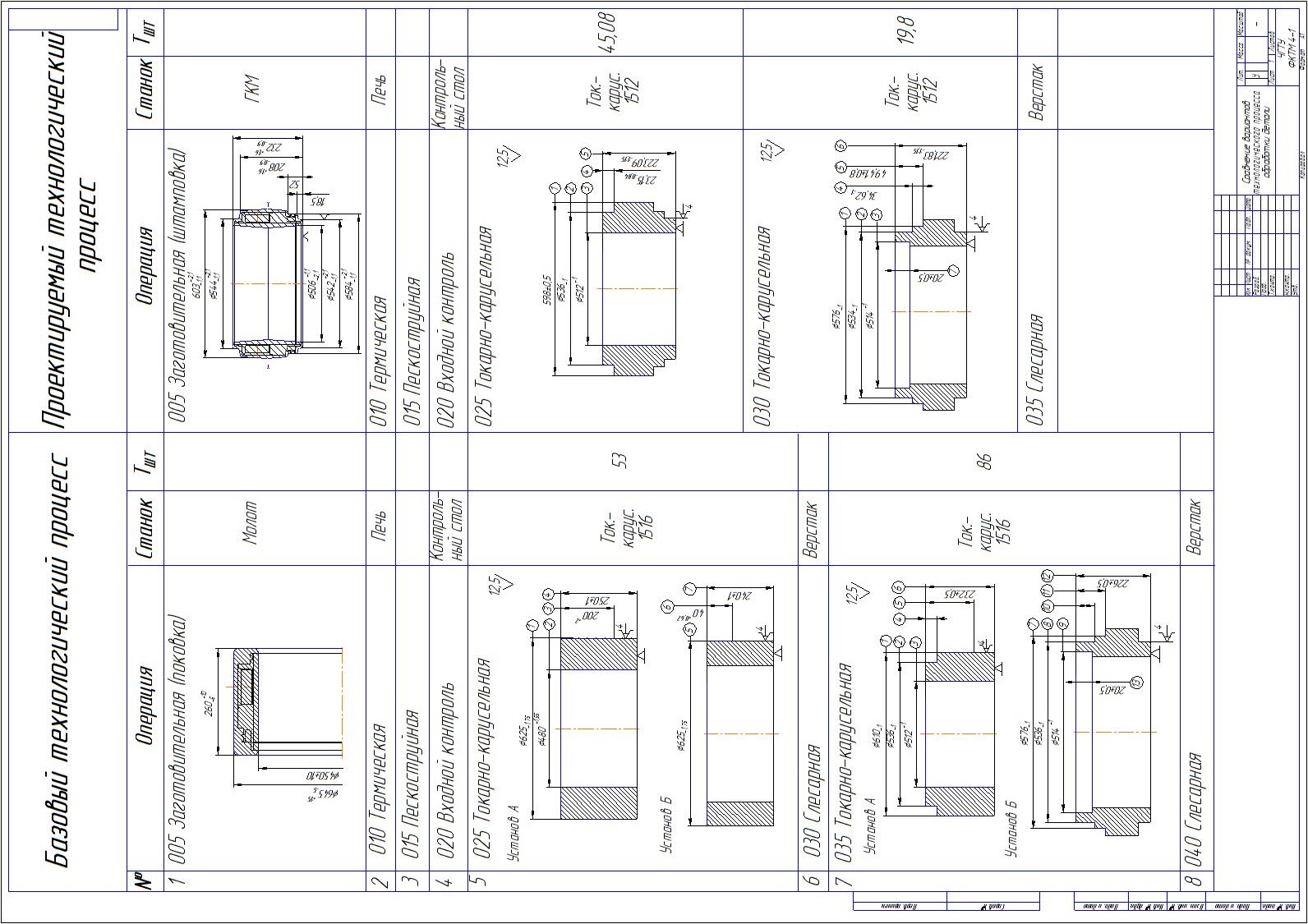
3.6. Выбор и критический анализ типового или группового технологического процесса.
3.7. Составление технологического маршрута и выбор технологических баз.
3.8. Расчет режимов резания.
3.9. Технологическое нормирование.
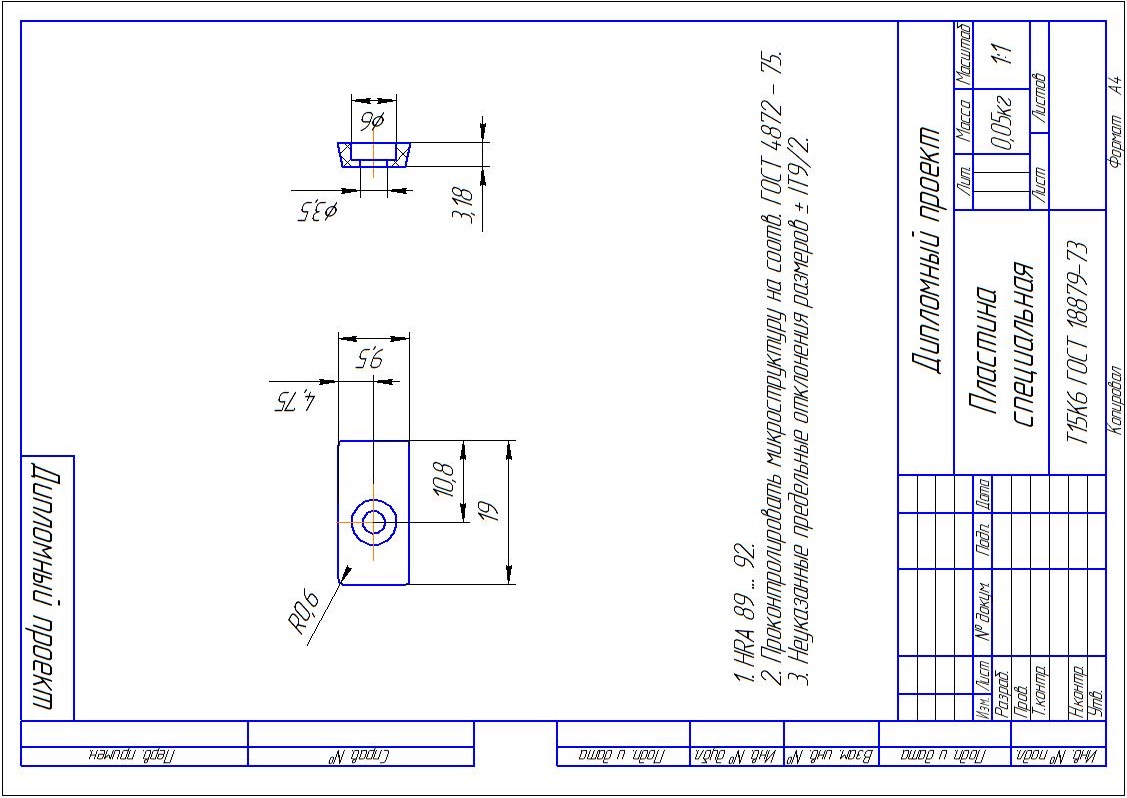
3.10. Инструментальные твердые сплавы.
3.10.1. Описание процесса получения пластин из твердого сплава.
4. ЭКОНОМИЧЕСКОЕ ОБОСНОВАНИЕ ВЫБОРА ВАРИАНТА ОБРАБОТКИ.
4.1. Выбор базы сравнения.
4.2. Обоснование и характеристика типа производства.
4.2.1. Определим потребное количество оборудования.
4.2.2. Критерии выбора варианта
4.2.3 Нормирование операций.
4.2.4. Исходные данные для расчета экономического эффекта
4.2.5. Расчет капитальных вложений
4.2.6. Расчет удельных капитальных вложений в технологическое оборудование.
4.2.7. Расчет удельных капитальных вложений в производственные площади.
4.2.8. Расчет дополнительных площадей.
4.2.9. Расчет технологической себестоимости.
4.2.10. Расчет заработной платы-станочников .
4.2.11. Расчет затрат на электроэнергию.
4.2.12. Расчет затрат на режущий инструмент.
4.2.13. Расчет затрат на эксплуатацию приспособлений.
4.2.14. Расчет амортизационных отчислений по оборудованию и площадям.
4.2.15. Расчет затрат на техническое обслуживание и ремонт оборудования.
4.2.16. Расчет приведенных затрат и выбор варианта.
4.2.17. Расчет годового экономического эффекта от выбора методов обработки.
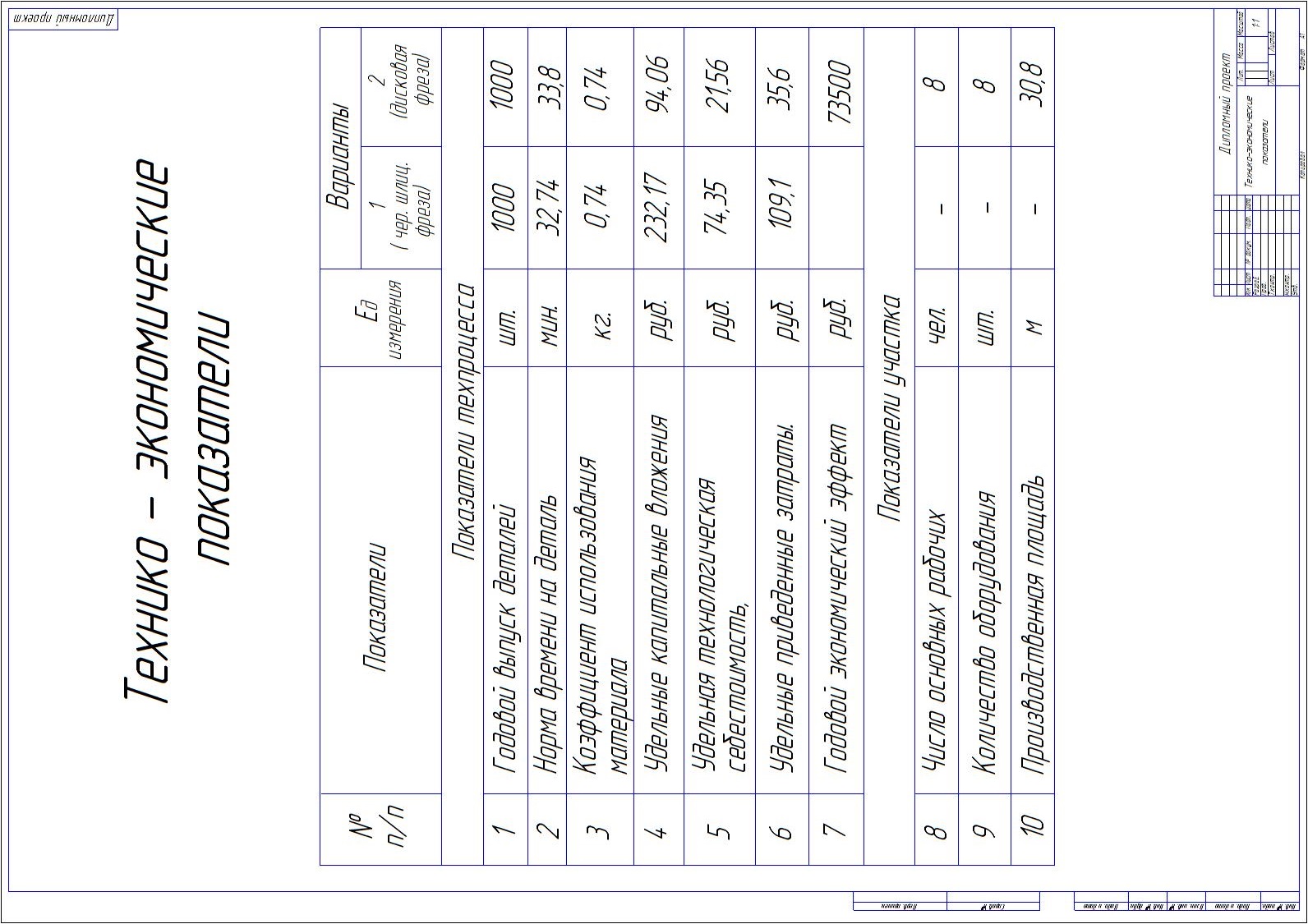
4.2.18. Технико-экономические показатели проекта.
5.ОХРАНА ТРУДА
5.1. Охрана труда.
5.2. Пожарная безопасность.
5.3.Защита от производственных вибраций.
5.4. Освещение на участке.
5.5.Безопасность приспособления.
6. Экология
6.1. Воздушная среда в цехе.
6.2. Расчет потребного воздухообмена при общеобмен-ной вентиляции.
7. Вывод
8. СПИСОК ЛИТЕРАТУРЫ,
ИСПОЛЬЗУЕМОЙ ВДИПЛОМНОМ ПРОЕКТИРОВАНИИ
Введение
Для ускорения технического прогресса необходима переориентация предприятий, отраслей всего народного хозяйства на использование качественных факторов экономического роста.
В основных направлениях экономического и социального развития России на 1986 — 1990 годы и на период до 2003 года, определены главные задачи станкостроительной и инструментальной промышленности — ускорить выпуск прогрессивной техники, необходимой для технологического перевооружения машиностроения, совершенствовать структуру выпускаемого металлорежущего оборудования, значительно повысить его производительность, увеличить производство автоматизированных и роботизированных комплексов и линий, гибких производственных систем металлообработки.
Механическая обработка заготовок занимает значительное место в обработке заготовок резанием. При этом необходимо обрабатывать самые разнообразные заготовки с точки зрения размеров, материала, сложности, требуемой точности, производительности. Свою окончательную форму, размеры, чистоту поверхности детали получают преимущественно обработкой резанием.
Установленные технологом режимы резания должны обеспечить получение заданных конструктором параметров при наибольшей производительности и минимальных затратах. Трудность выполнения этих требований заключается в том, что эмпирические зависимости, характеризующие влияние отдельных переменных величин на стойкость режущего инструмента, справедливы только для относительно узкого диапазона изменение параметров.
Металлорежущий инструмент является одним из важнейших орудий производства. Он используется при обработке резанием всевозможных деталей на металлорежущих станках. При этом срезается часть материала с заготовки в виде стружки до получения требуемой поверхности детали. В настоящее время в машиностроении используется большое количество разнообразных режущих инструментов. Режущий инструмент является важнейшим элементом техники в различных отраслях машиностроительной промышленности. На протяжении всей истории развития обработки металлов режущий инструмент оказывал большое влияние на конструкцию металлорежущих станков и технологию машиностроения.
Применение традиционных методов повышения режущих свойств инструментов Например, применение быстрорежущей стали вместо углеродистой в РИ вызвало резкое повышение режимов обработки (резания) и производительности труда.
за счет сложного легирования инструментальных материалов в настоящее время в большей степени ограничено из-за дефицита ряда элементов. В связи с этим актуальной задачей является создание принципиально новых инструментальных материалов.
Изменение конструкции режущего инструмента с применением сборных элементов позволяет решать целый комплекс задач.
— увеличение производительности;
— сокращение удельного расхода дорогостоящих инструментальных материалов для их изготовления;
— повышение стойкости и долговечности инструмента;
СПИСОК ЛИТЕРАТУРЫ,
ИСПОЛЬЗУЕМОЙ В ДИПЛОМНОМ ПРОЕКТИРОВАНИИ:
1. Абразивная и алмазная обработка материалов: Справочник /Под ред. А.Н. Резникова. — М.: Машиностроение, 1977.-391 с.
2. Анурьев В.И. Справочник конструктора-машиностроителя. В 3-х т. — М.: Машиностроение, 1978.
3. Допуски и посадки: Справочник. В 2-х ч. / Под ред. В.Д. Мягкова. — Л.: Машиностроение, 1983.
4. Проектирование машиностроительных заводов и цехов: Справочник. В 6-ти т. — М.: Машиностроение, 1974 -1976.
5. Шатин В.П., Шатин Ю.В. Справочник конструктора-инструментальщика. — М.: Машиностроение, 1975.- 456 с.
6. Лашнев С.И., Юликов М.И. Расчет и конструирование металлорежущих инструментов с применением ЭВМ. -М.: Машиностроение, 1975.-392 с.
7. Основы проектирования режущих инструментов с применением ЭВМ. — Минск: Высшая школа, 1979.-304 с.
8. Корсаков В.С. Основы конструирования приспособлений в машиностроении. — М.: Машиностроение, 1983.-277 с.
9. Котельников В.К. Приспособления для изготовления металлорежущего инструмента. — М.: Машиностроение, 1977.-175 с.
10. Технологическая оснастка многократного применения. /Под ред. Д.И. Полякова. -М.: Машиностроение, 1981.-401 с.
11. Общемашиностроительные нормативы времени вспомогательного, на обслуживание рабочего места и подготовительно-заключительного для технического нормирования станочных работ. Серийное производство. — М.: Машиностроение, 1974.-422 с.
12. Общемашиностроительные нормативы режимов резания /различными инструментами/. — М.: НИИМАШ, 1979-1983.
13. Общемашиностроительные нормативы режимов резания для технического нормирования работ на металлорежущих станках. — М.: ЦБНТ, 1974-1978.
14. Общемашиностроительные типовые нормы времени на изготовление режущего и измерительного инструмента. — М.: Машиностроение, 1974.-669 с.
15. Иноземцев Г.Г. Проектирование металлорежущих инструментов. — М.: Машиностроение, 1984.-272 с.
16. Палей М.М. Технология производства металлорежущих инструментов. — М.: Машиностроение, 1982.-255 с.
17. Технология изготовления режущего инструмента. -М.: Машиностроение, 1979.-136 с.
18. Филиппов Г.В. Режущий инструмент. — Л.: Машиностроение, 1981.-390 с.
19. Белянин П.Н. Промышленные роботы и их применение. — М.: Машиностроение, 1983.-312 с.
20. Ординарцев И.А., Филиппов Г.В. Автоматизация производства режущего инструмента. — Л.: Машиностроение, 1972.-264 с.
21. Экономика и организация производства в дипломных проектах по технологическим специальностям. /Под ред. А.М. Геворкяна и А.А. Карасевой. -М.: Высшая школа, 1982.-136 с.