


Содержание
Введение
1 Общая часть
1.1 Служебное назначение и техническая характеристика ремонтируемого оборудования (узла)
1.2 Анализ конструкции ремонтируемого оборудования (узла)
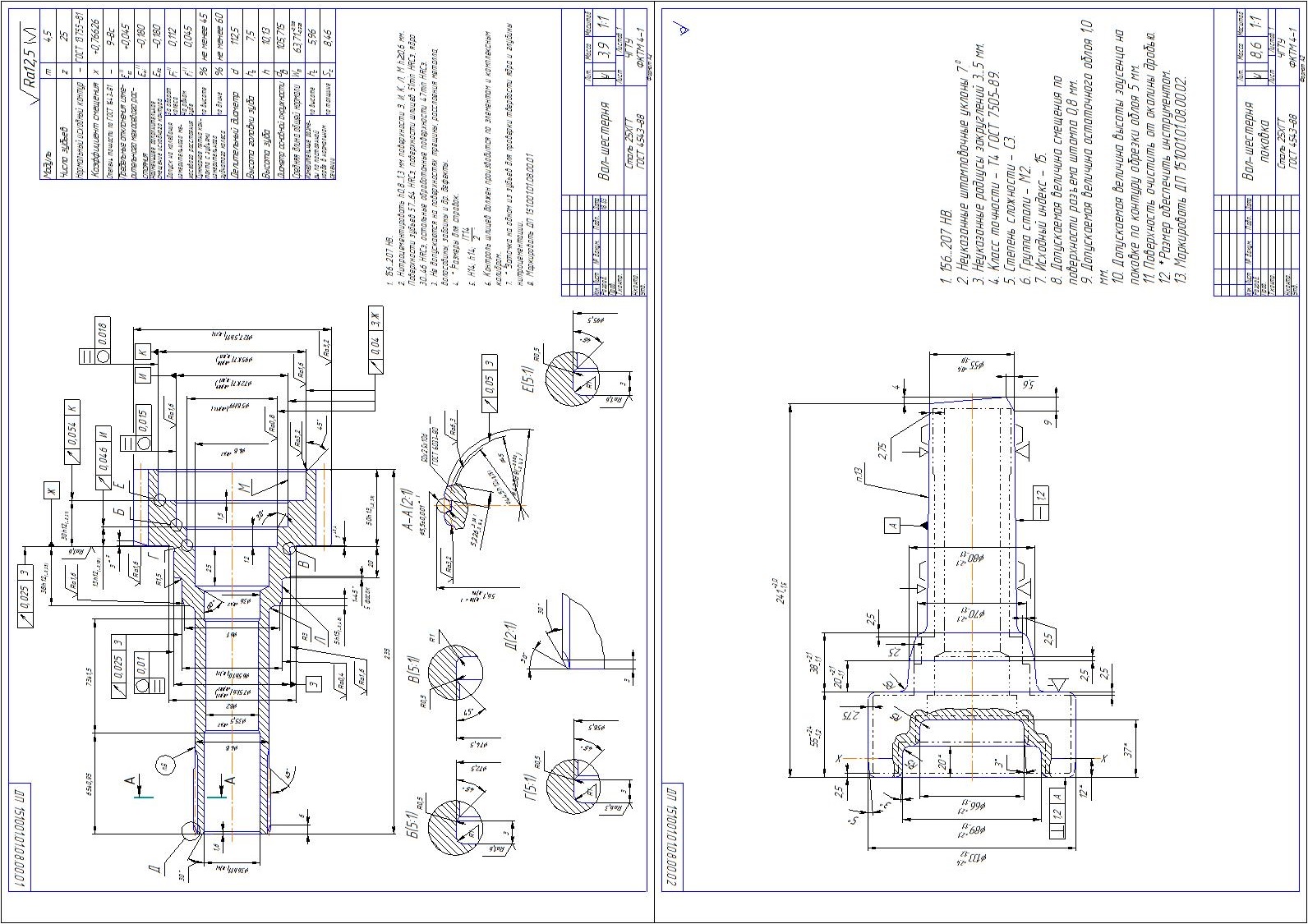
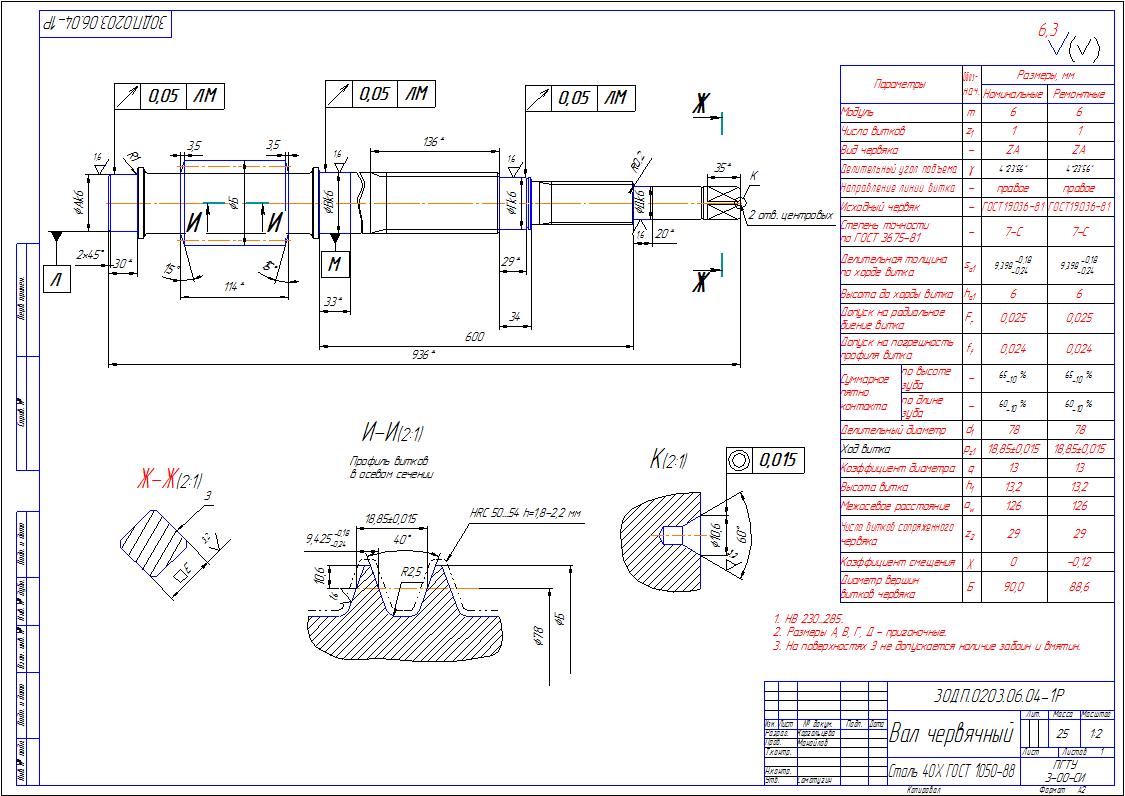
1.2.1 Анализ технических требований
1.2.2 Анализ норм точности
1.2.3 Анализ эксплуатационных параметров
1.3 Заключение о технологичности и ремонтопригодности
2 Технологическая часть
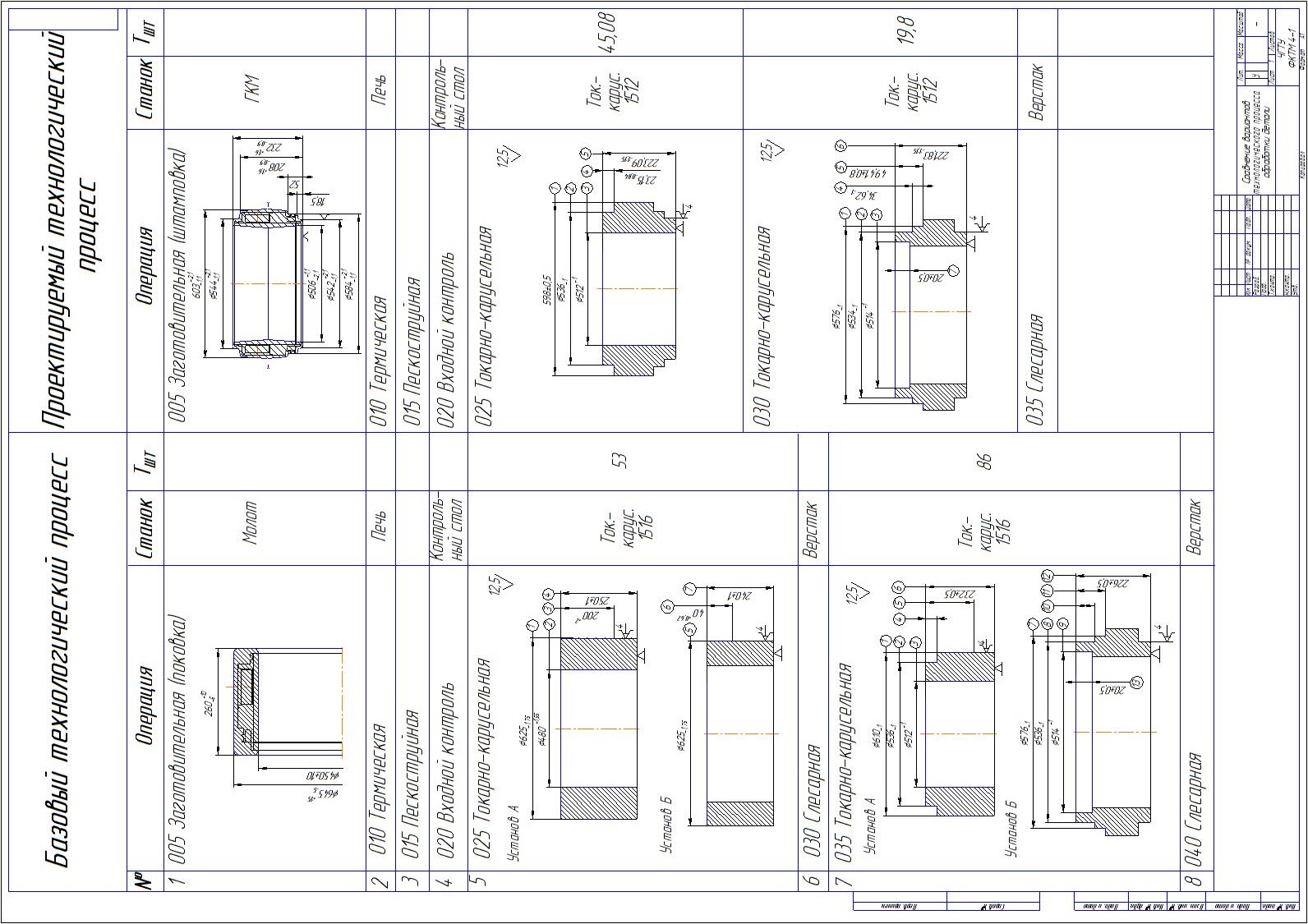
2.1 Разработка технологического маршрута ремонта оборудования (узла)
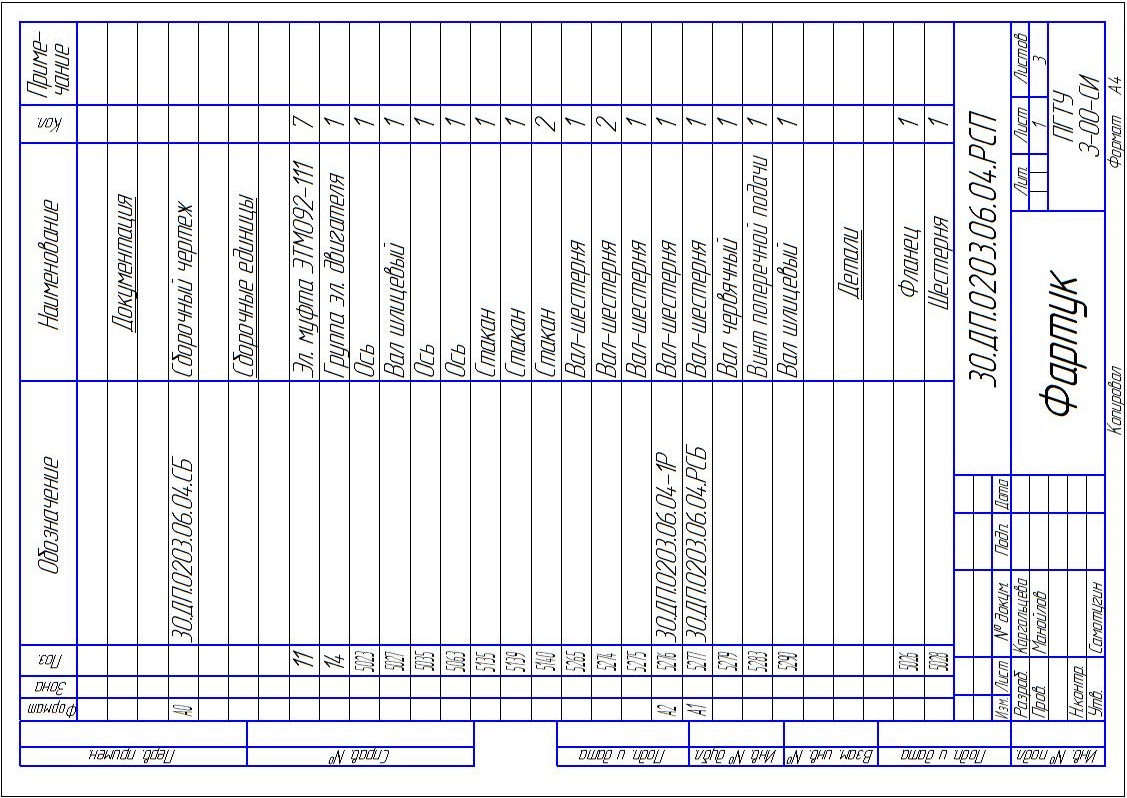
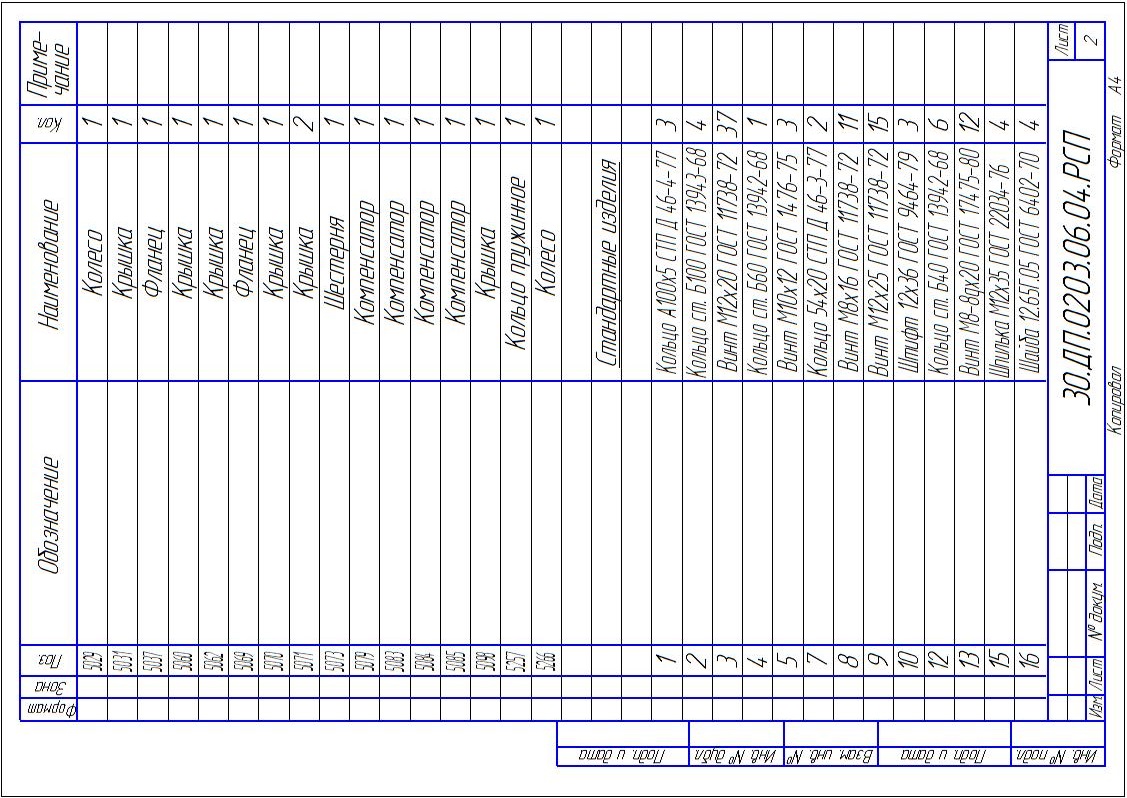
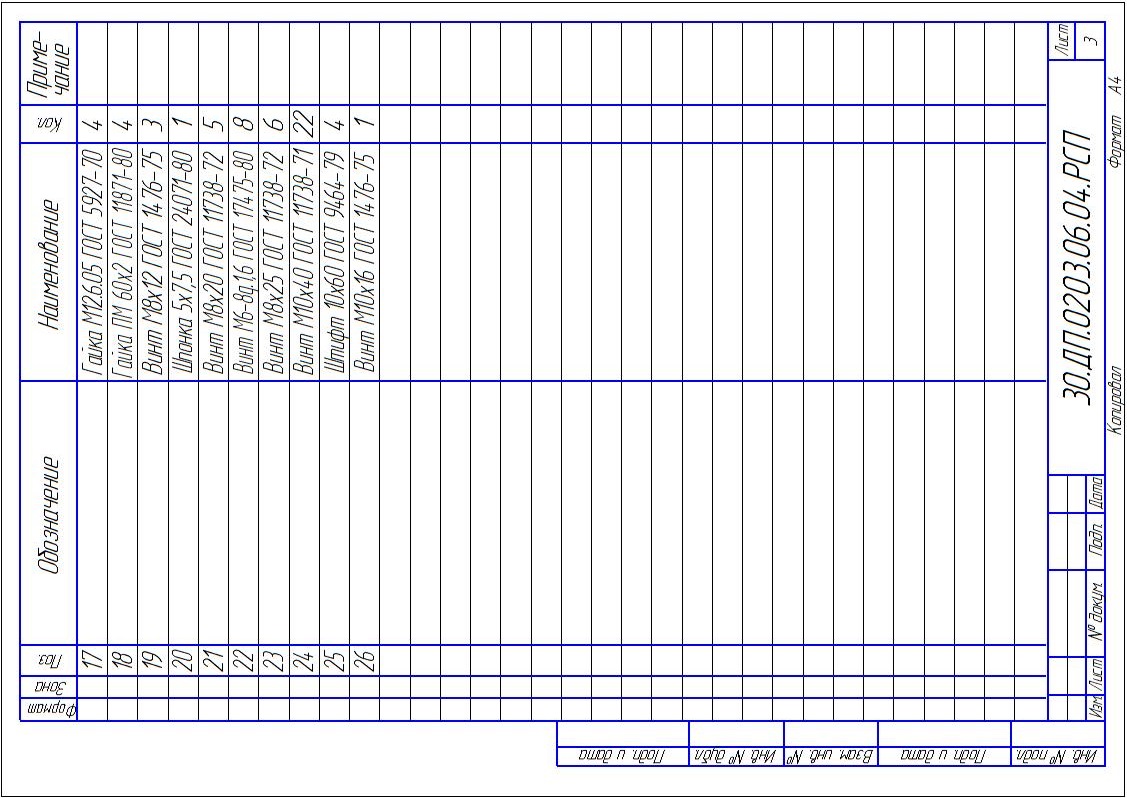
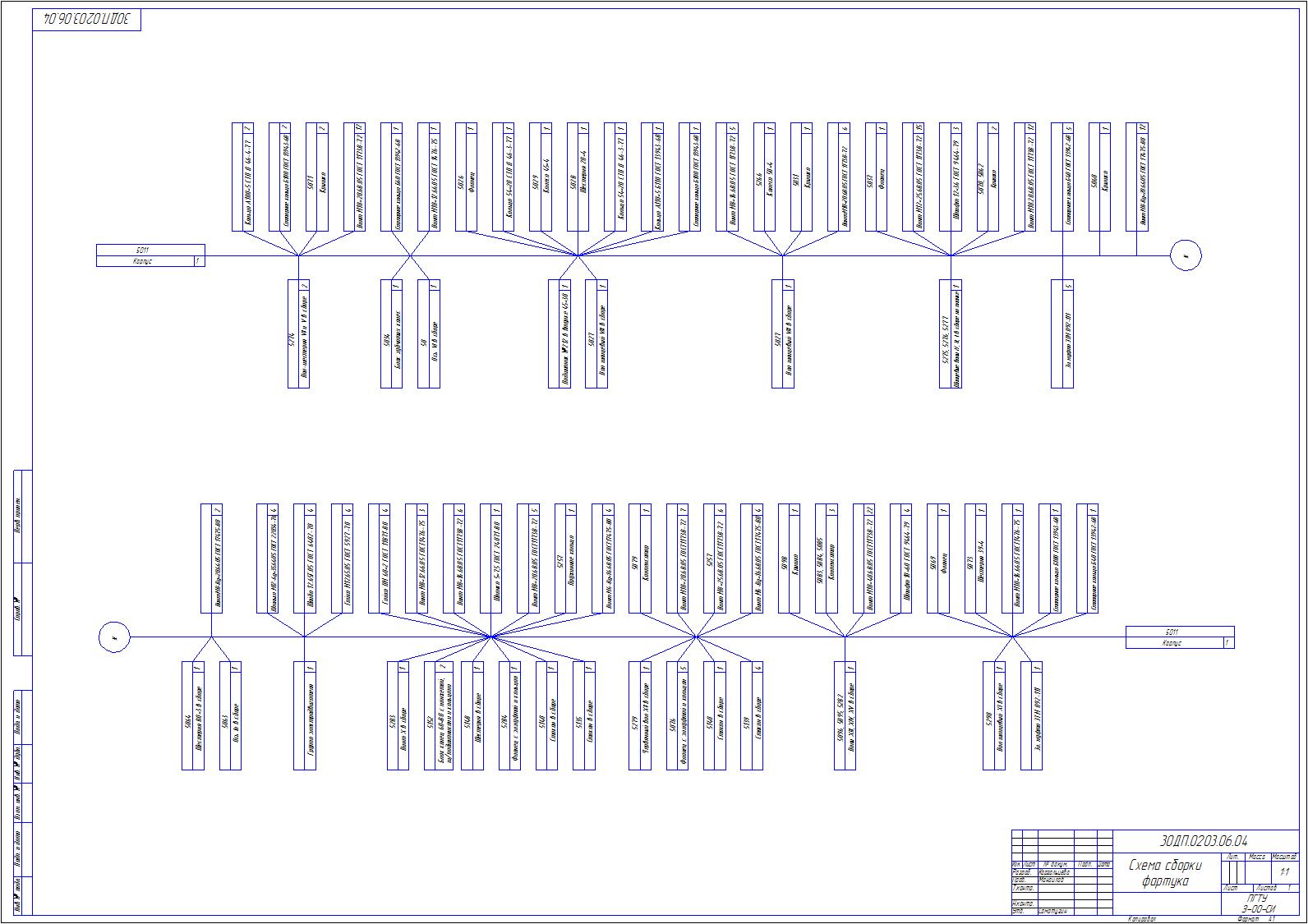
2.2 Выбор методов разборки и сборки. Определение последовательности разборки и сборки
2.3 Анализ состояния деталей оборудования (узла). Составление ведомости дефектов. Выбор деталей, требующих восстановления или замены
2.4 Выбор методов восстановления деталей
2.5 Разработка технологических процессов восстановления (изготовления) деталей
2.6 Выбор средств оснащения ремонта
2.7 Расчет припусков, ремонтных, операционных и промежуточных размеров
2.8 Назначение режимов обработки восстанавливаемых поверхностей
2.9 Нормы времени
2.10 Выбор метода контроля
3 Конструкторская часть
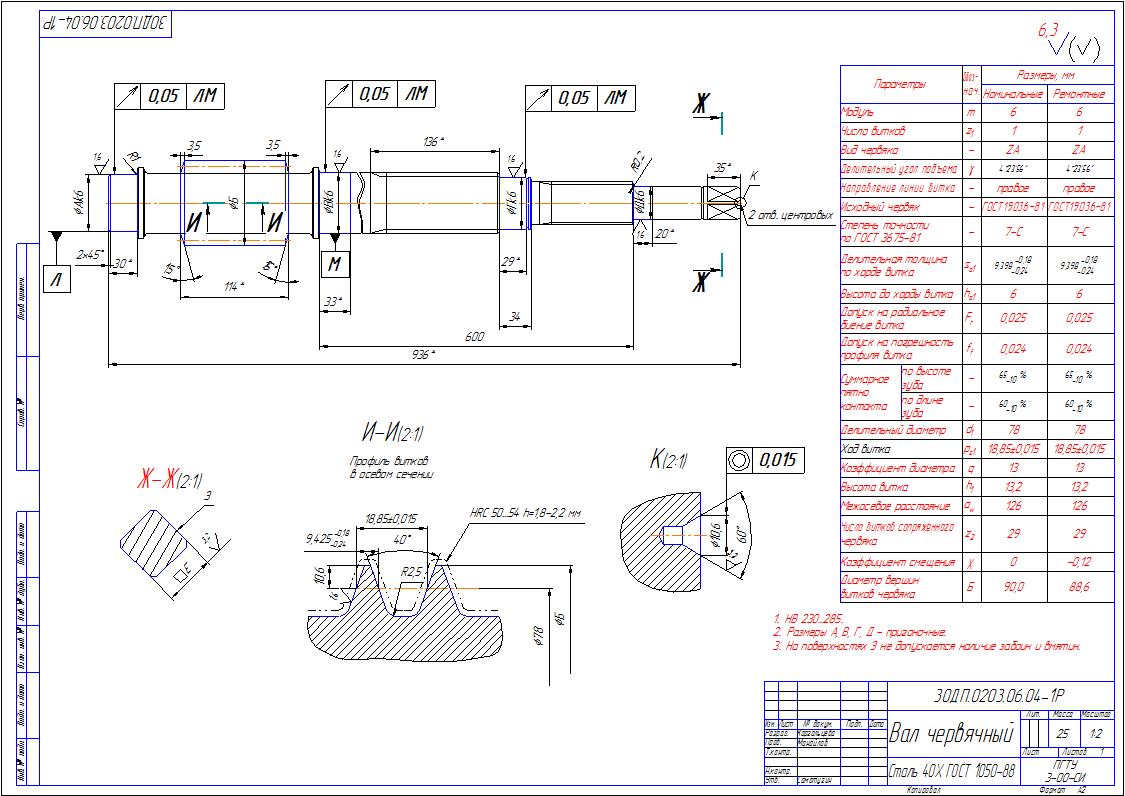
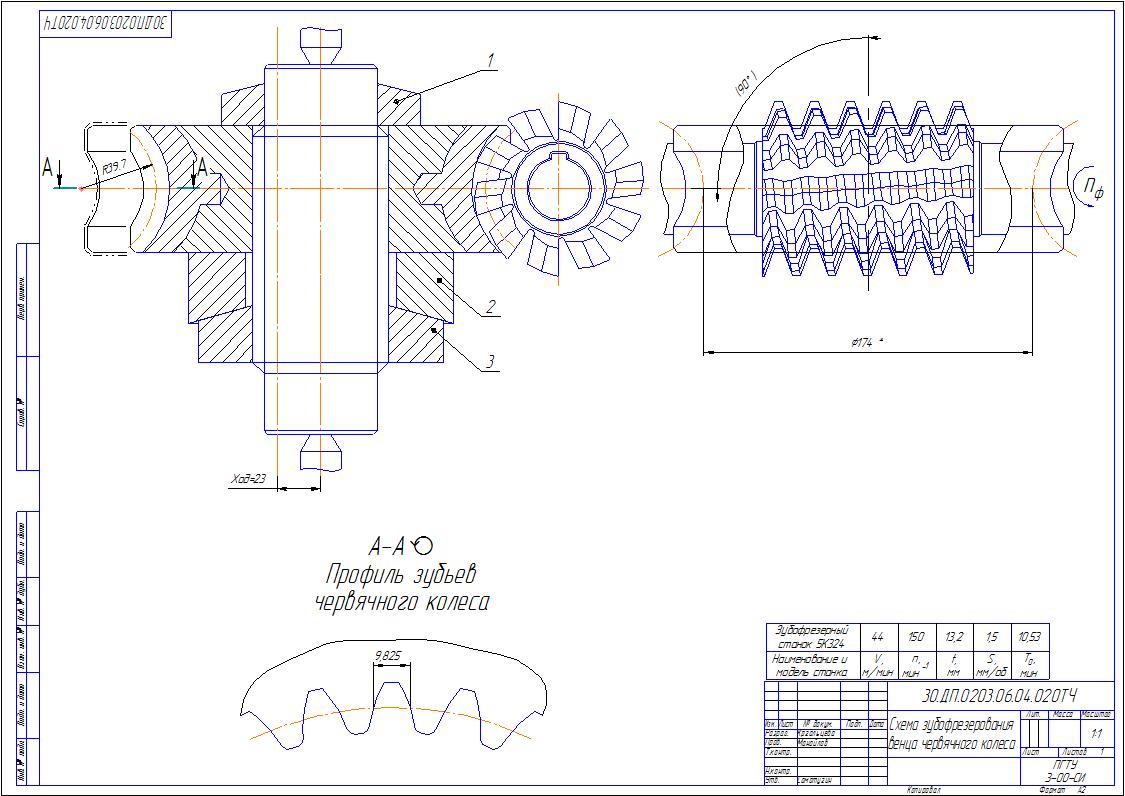
3.1 Проектирование специальной червячной фрезы
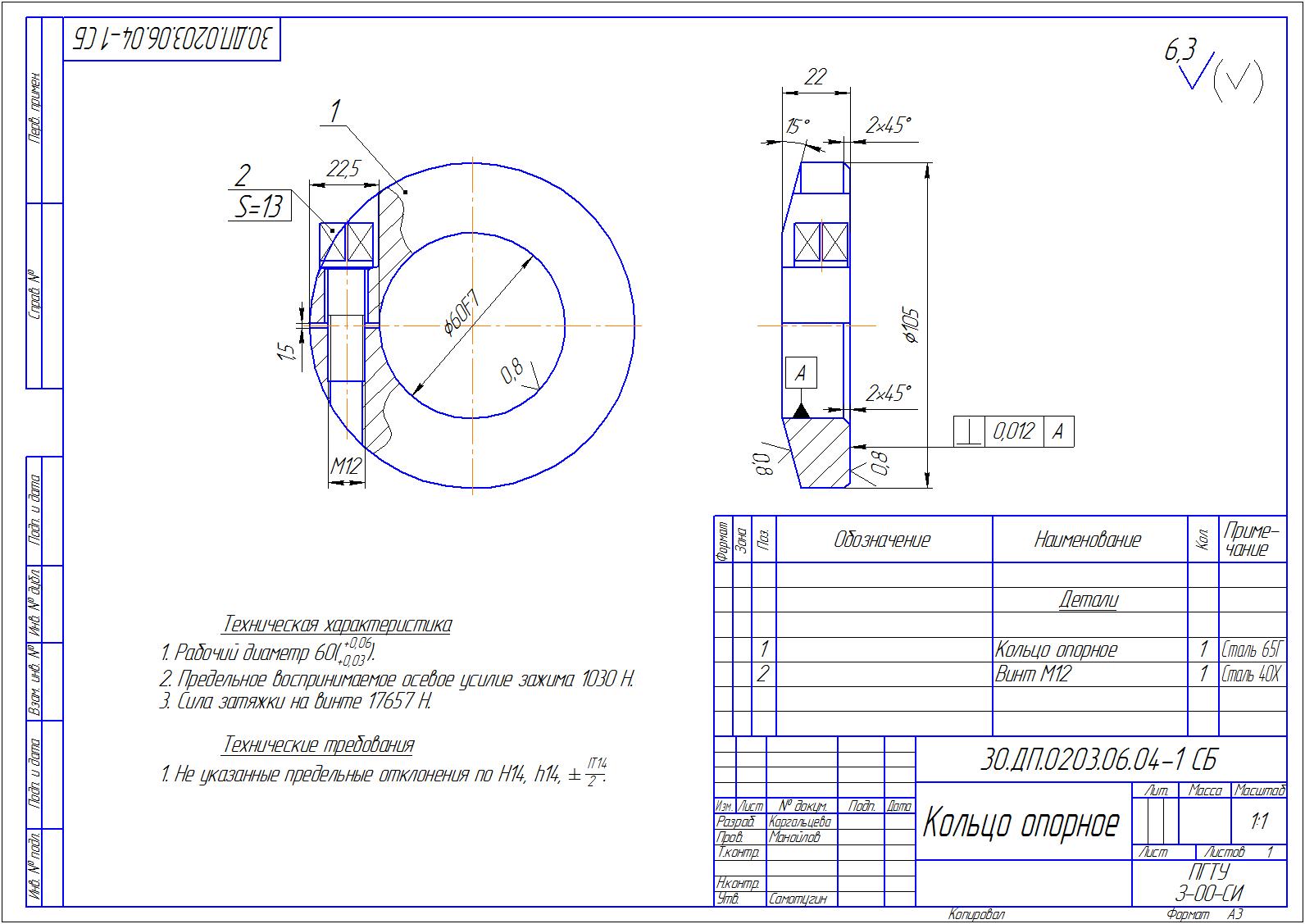
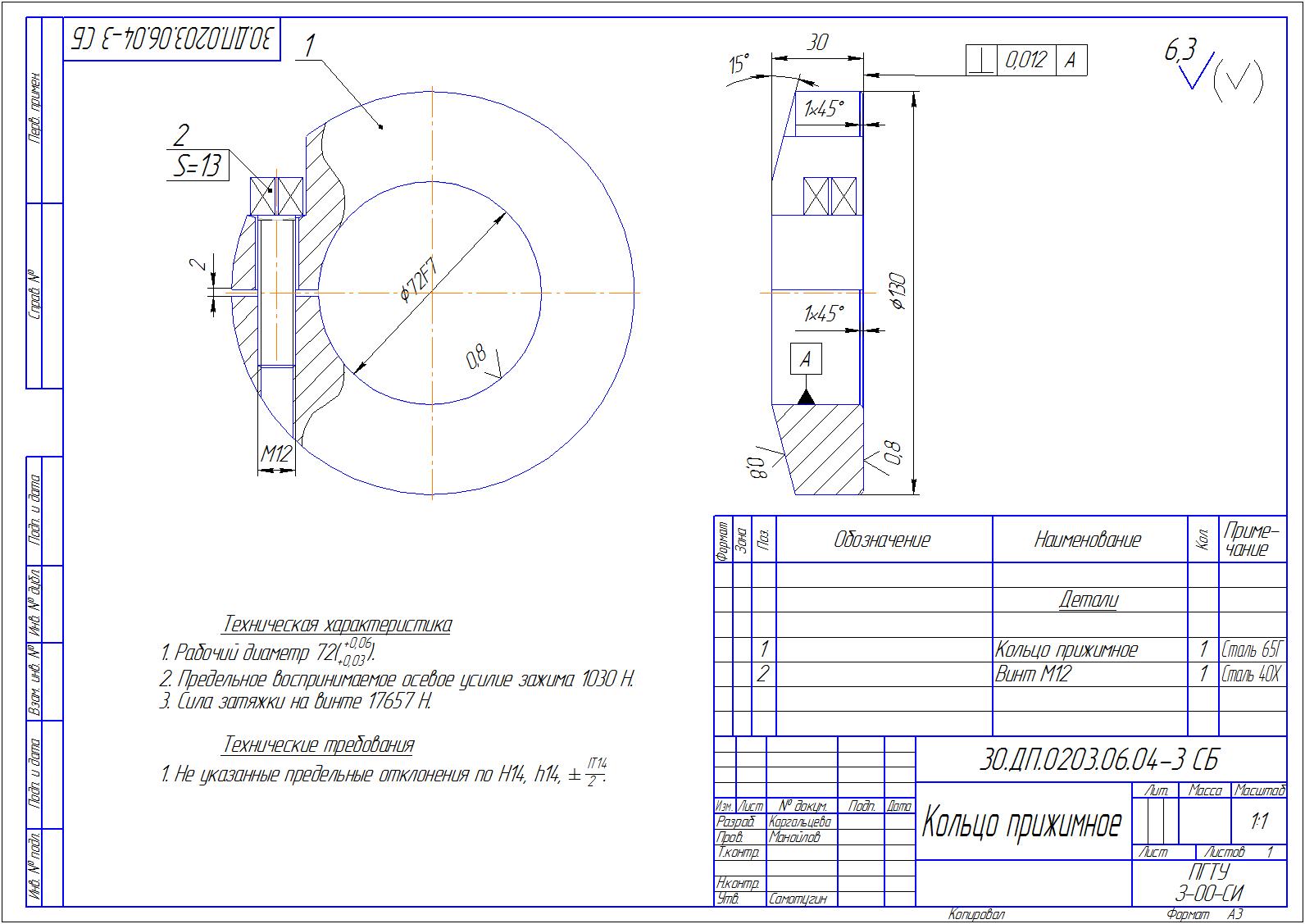
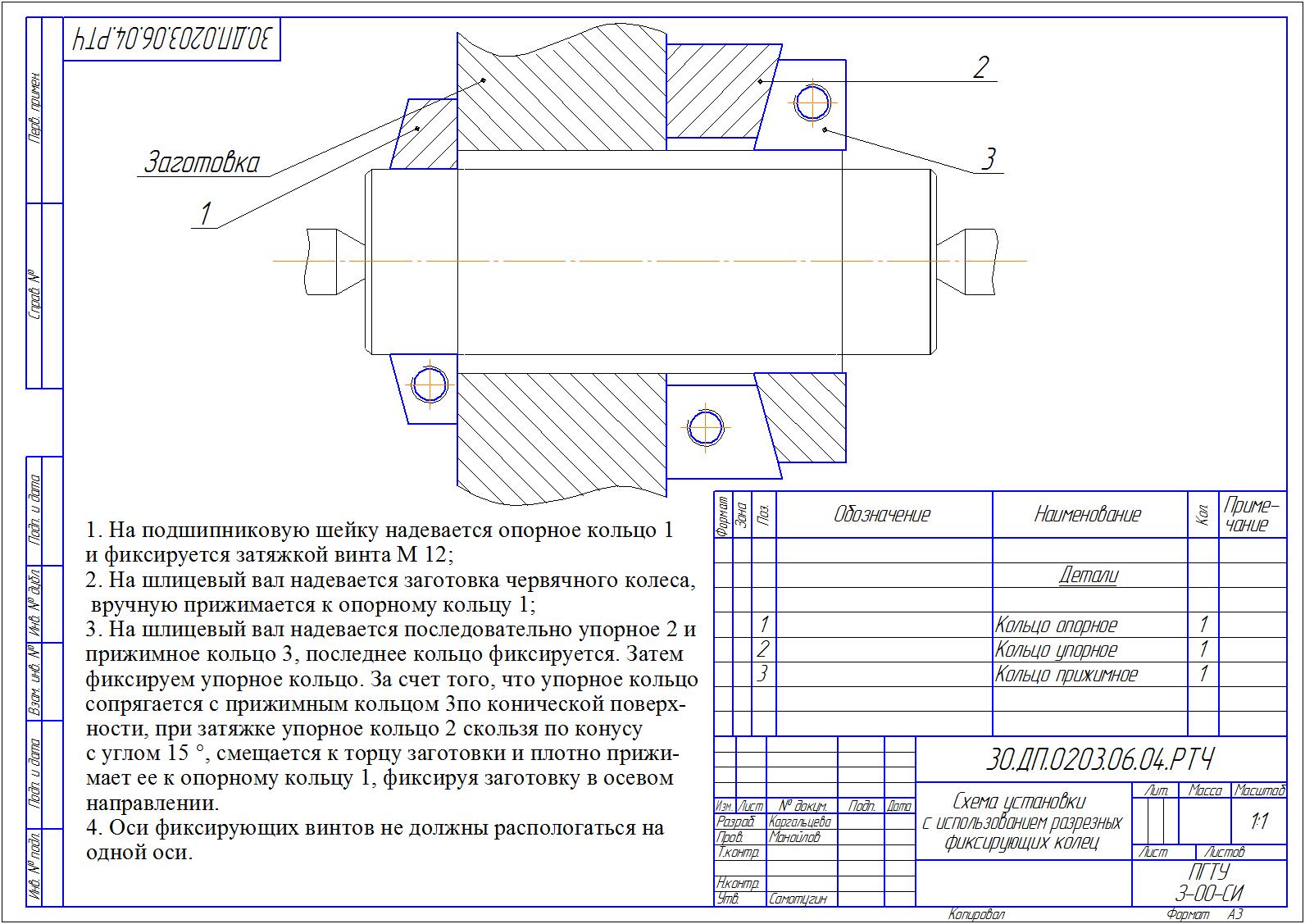
3.2 Проектирование фиксирующих колец для обработки зубчатого колеса
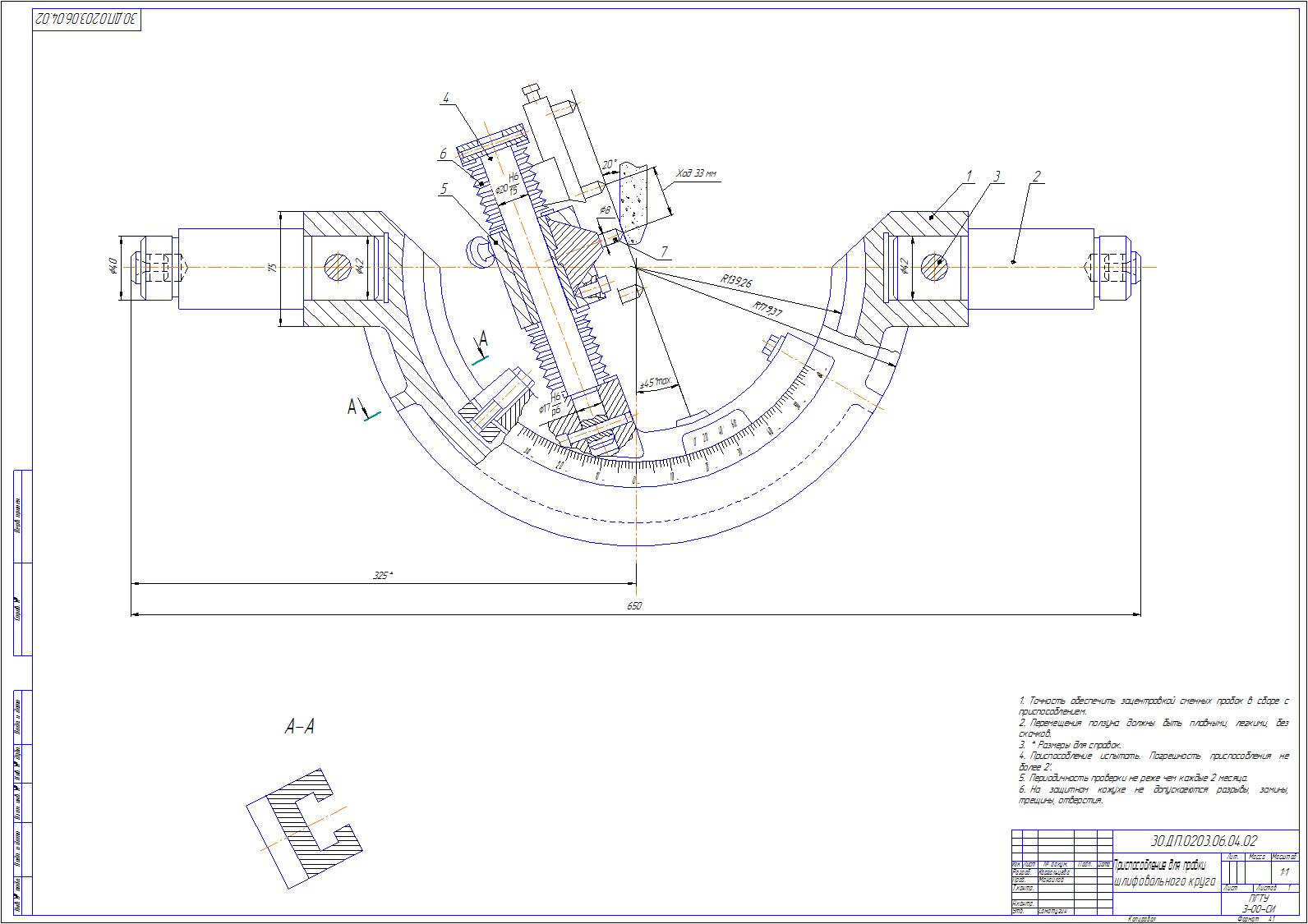
3.3 Проектирование оснастки для правки шлифовального круга
4 Проектная часть
4.1 Определение производственной программы участка
4.2 Расчет количества рабочих мест и технологического оборудования
4.3 Расчет численности производственного персонала
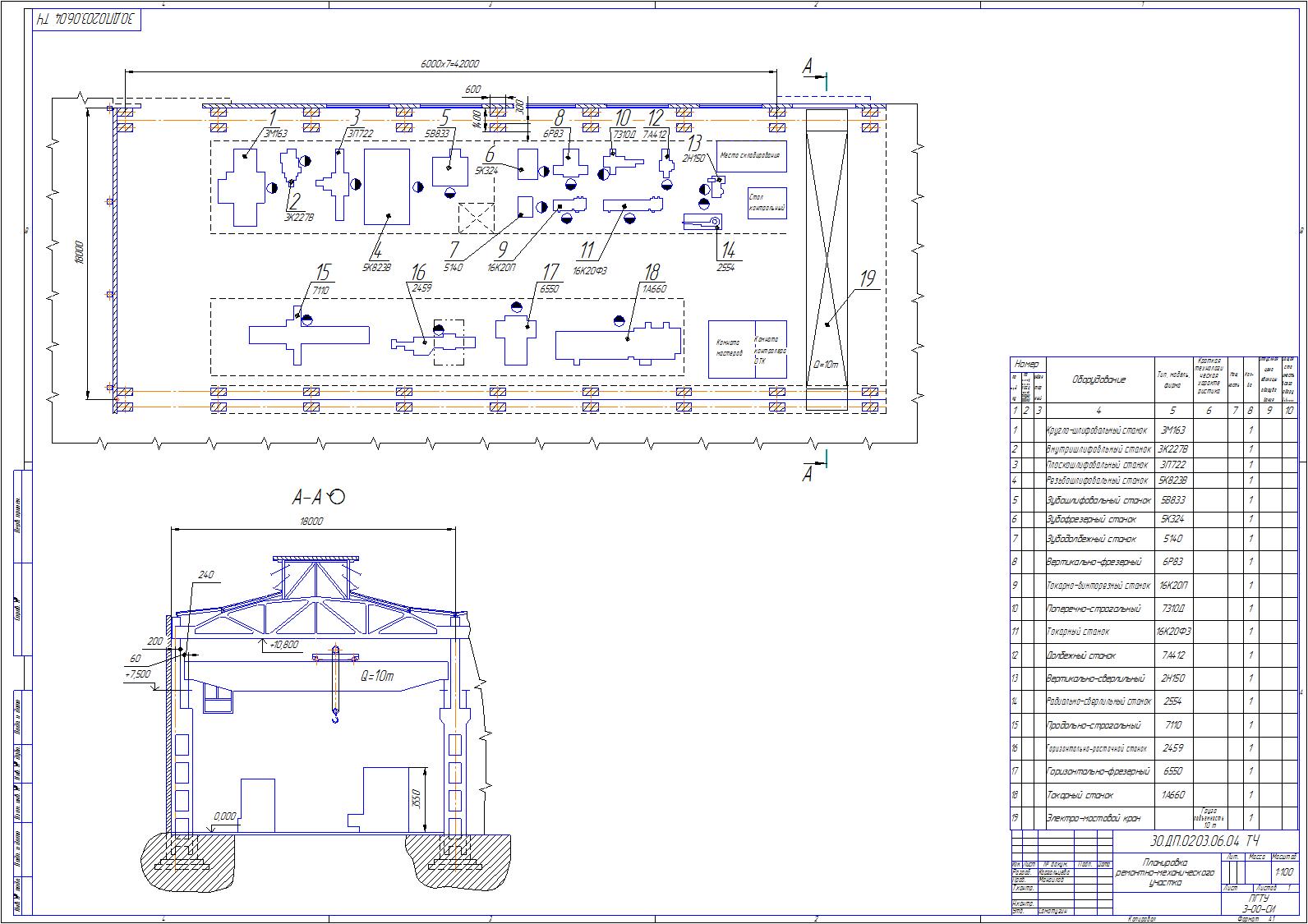
4.4 Определение площади участка. Планировка участка
4.5 Подъемно-транспортное оборудование участка
5 Организационная часть
6 Экономическая часть
7 Охрана труда
8 Гражданская оборона
9 Заключение по проекту
Приложения
Список используемой литературы
Введение
В условиях современного производства эффективность работы промышленных предприятий и качество выпускаемой ими продукции непосредственно связаны с техническим состоянием технологического оборудования. Простои оборудования из-за неисправности и ремонта, нарушая производственный процесс, способны резко ухудшать экономические показатели предприятия, а снижение точности – увеличивать брак и отрицательно сказываться на качестве выпускаемой продукции. Задача обеспечения надлежащего технического состояния оборудования при минимальных потерях производства решается рациональной организацией его технического обслуживания и ремонта.
Организация ремонта и технического обслуживания оборудования подвержена изменениям. Она изменяется под влиянием количественных и качественных перемен, которые происходят в парке оборудования, а также в результате изменения характера производства, его организации и других причин.
Управление ремонтом и техническим обслуживанием оборудования представляет собой одну из наиболее сложных областей управления промышленным производством. Разнообразие объектов ремонтного обслуживания, их конструктивная и технологическая сложность, отсутствие стереотипности в выполняемых работах, совмещение в одной службе конструкторской, технологической и производственной функций делают работу инженерно-технического персонала ремонтной службы весьма сложной и ответственной. В современных условиях по мере возрастания механизации и автоматизации производственных процессов экономические результаты деятельности предприятий все больше зависят от качества организации ремонта и технического обслуживания оборудования, от работы ремонтной службы предприятия.
Ремонт оборудования, ранее считавшийся областью чистой практики, начинает получать свою теоретическую и научную базу. В этом большая заслуга принадлежит прежде всего ремонтным коллективам машиностроительных заводов. Ремонтными службами машиностроительных заводов была создана и проверена на практике система периодических ремонтов и разработаны основные положения ее теории. В условиях практической работы по ремонту оборудования ремонтными службами уточнялись структура ремонтных циклов и длительность межремонтных периодов. Проведенная на заводах работа по установлению ремонтной сложности большого числа моделей оборудования позволила создать эмпирические формулы для определения категорий ремонтной сложности. Исходя из опытных данных, полученных отделами главных механиков заводов, были установлены нормативы трудоемкости плановых ремонтов и большинство других нормативов системы ППР.
Решить эту задачу, не проводя экспериментов, невозможно по той причине, что изменения структуры ремонтного цикла и длительности межремонтных периодов вызывают увеличение или уменьшение числа отказов оборудования и объема неплановых ремонтных работ. Установить же число отказов и объем неплановых ремонтных работ, которые могут быть при той или иной структуре ремонтного цикла и тех или иных межремонтных периодах, можно лишь опытным путем.
Таким образом, эти и многие другие вопросы совершенствования организации ремонта и технического обслуживания оборудования могут решаться только на основе экспериментирования в производственных условиях. Поэтому успешность дальнейшей работы по созданию теории планово-предупредительного ремонта и науки о ремонте оборудования в большой степени зависит от инициативы, которую будут проявлять работники ремонтных служб заводов, от того, насколько активно будут участвовать в этой работе коллективы ремонтных служб, от степени интереса к этой работе ремонтного персонала заводов.
Значительный вклад в разработку вопросов организации ремонта и технического обслуживания оборудования, в практическое претворение прогрессивных идей в области ремонта и в распространение передового опыта ремонтных коллективов вносят организации научно-технического общества машиностроительной промышленности.