
Содержание
Введение
1. Цель и назначение разработки
2. Техническое задание
3. Состав и описание устройств автоматической линии производства плит и принцип ее работы
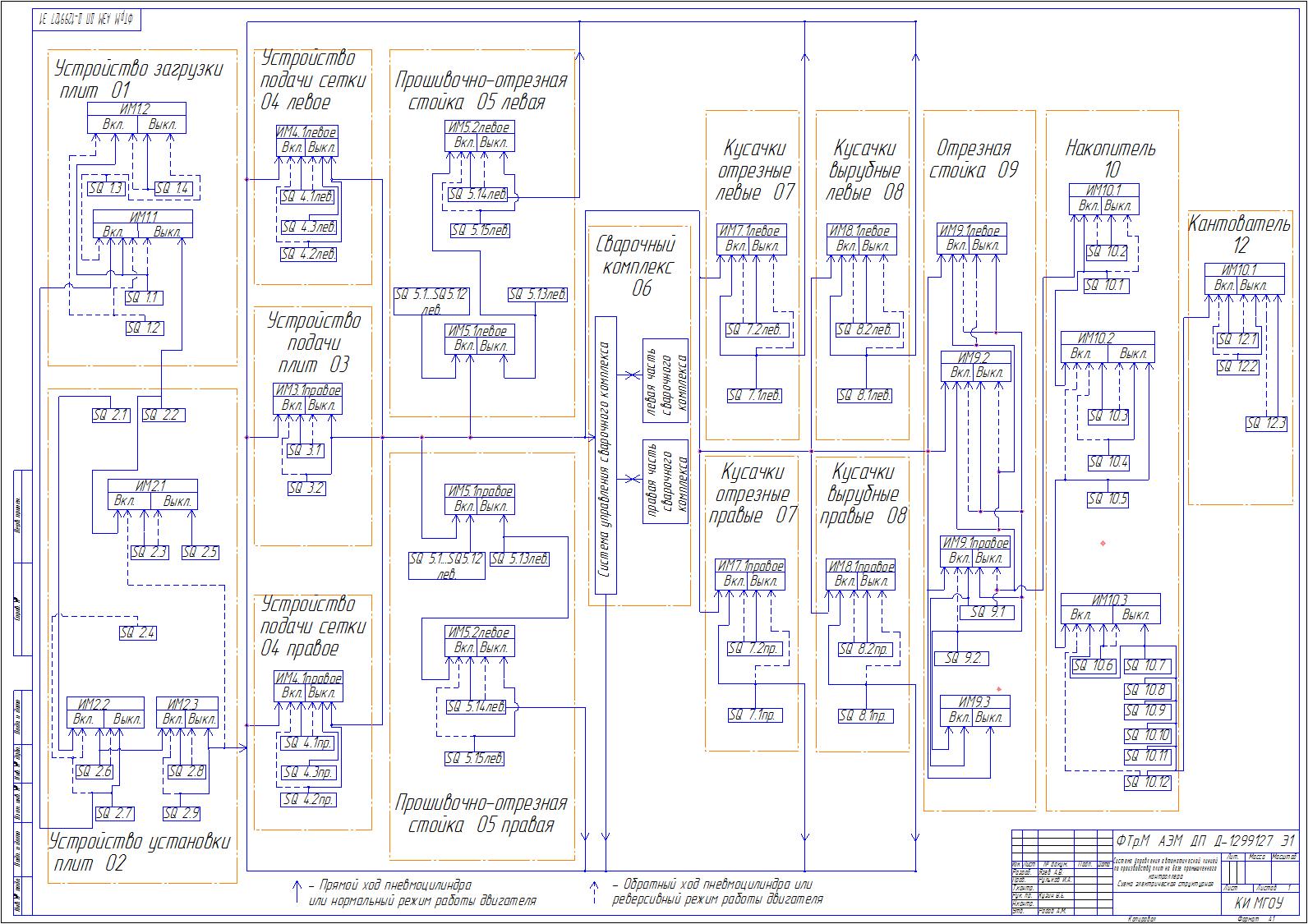
4. Схема электрическая структурная
4.1 Состав и назначение элементов схемы
4.2 Принцип работы линии в автоматическом режиме
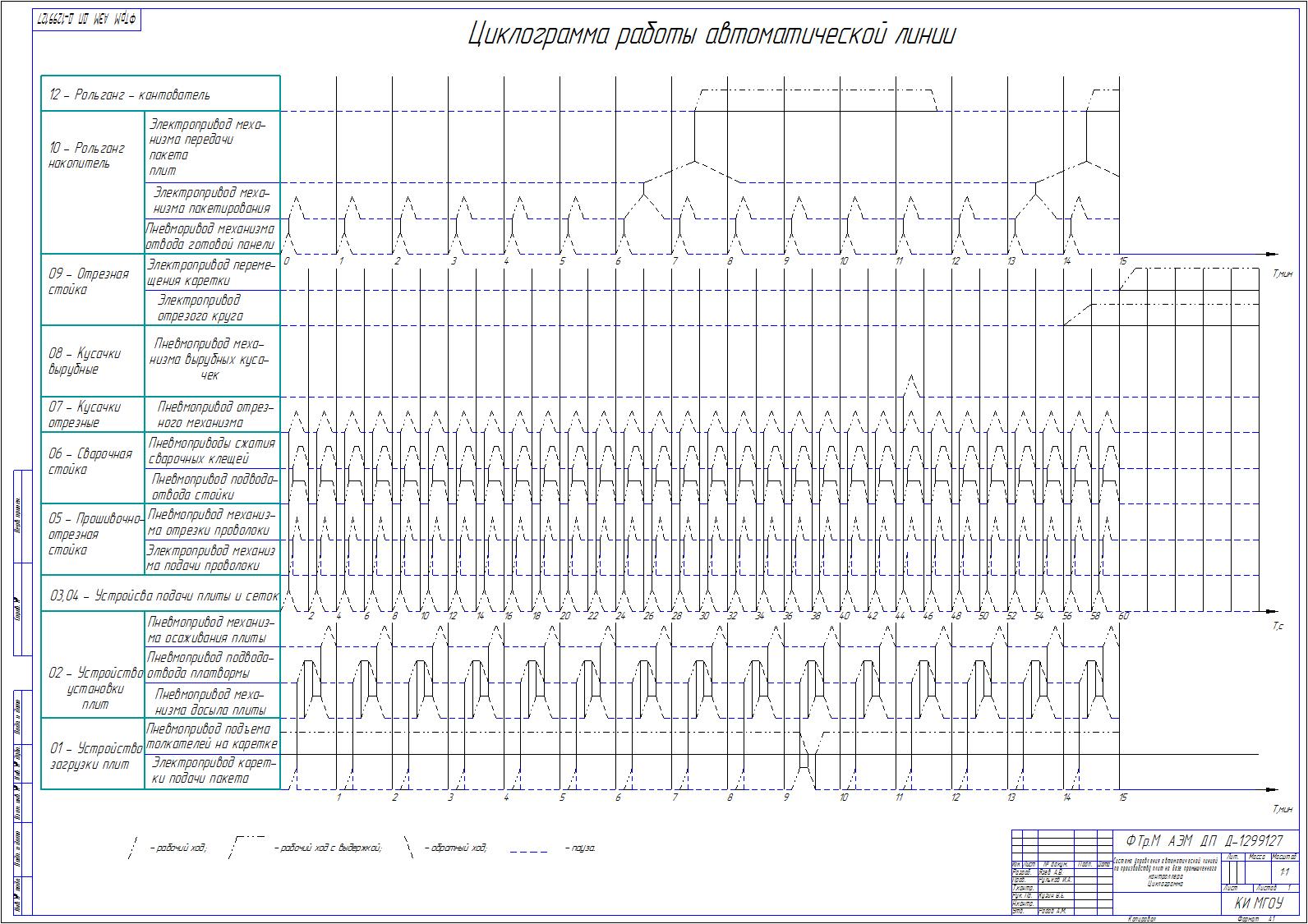
5. Циклограмма работы устройств автоматической линии
5.1 Расчет длительности работы устройств формирования
пространственного каркаса
5.2 Расчет длительности работы устройств перемещения сеток и плиты
5.3 Расчет длительности работы отрезной стойки
5.4 Расчет длительности работы устройств загрузки плит
5.5 Расчет времени одного цикла работы линии
5.6 Выводы по разделу
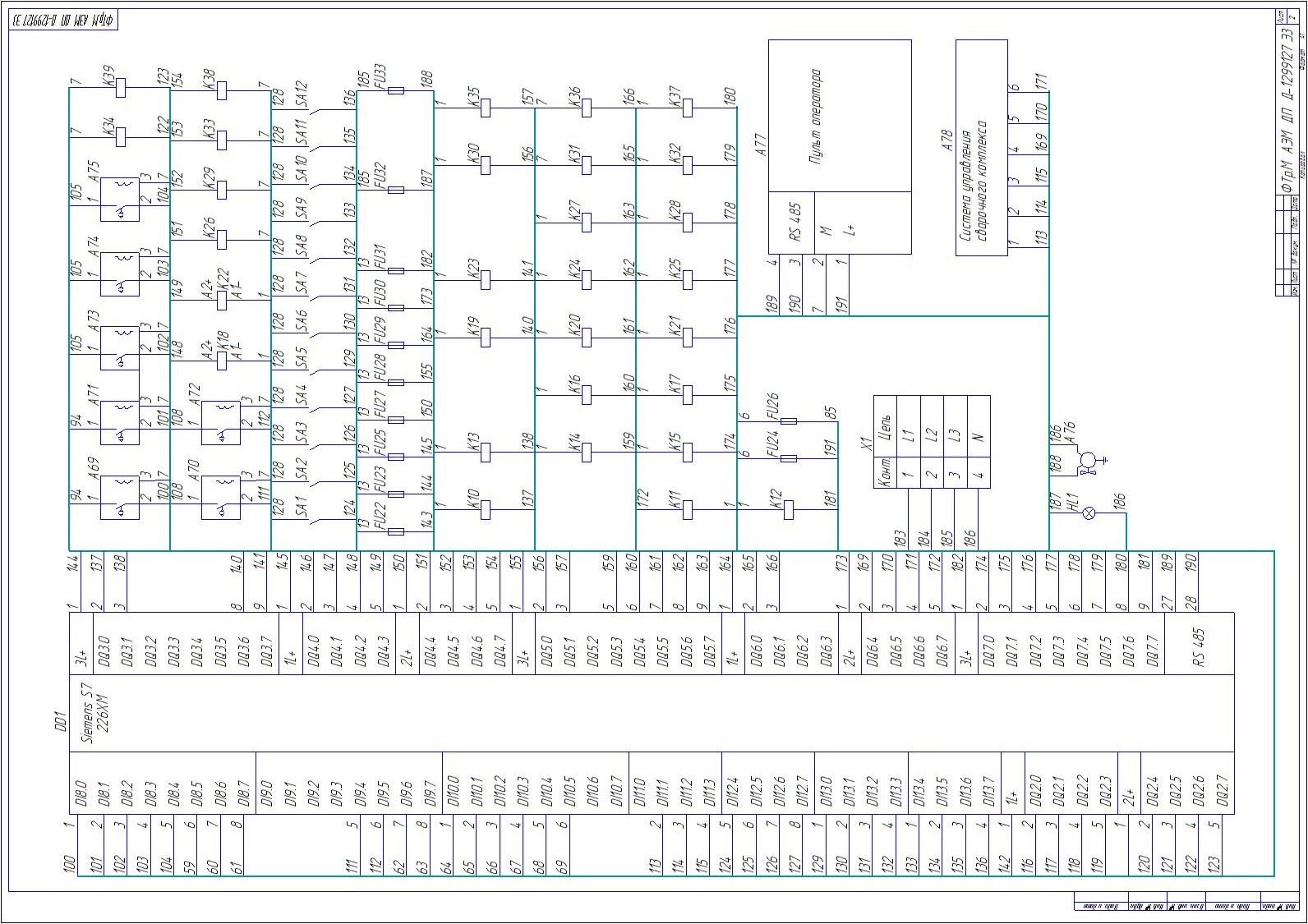
6. Схема электрическая принципиальная системы управления
6.1 Общие положения
6.2 Выбор и описание контроллера
6.3 Описание схемы электрической принципиальной
6.4 Вывод по разделу
7. Программное обеспечение
7.1 Обзор инжиниринговых средств
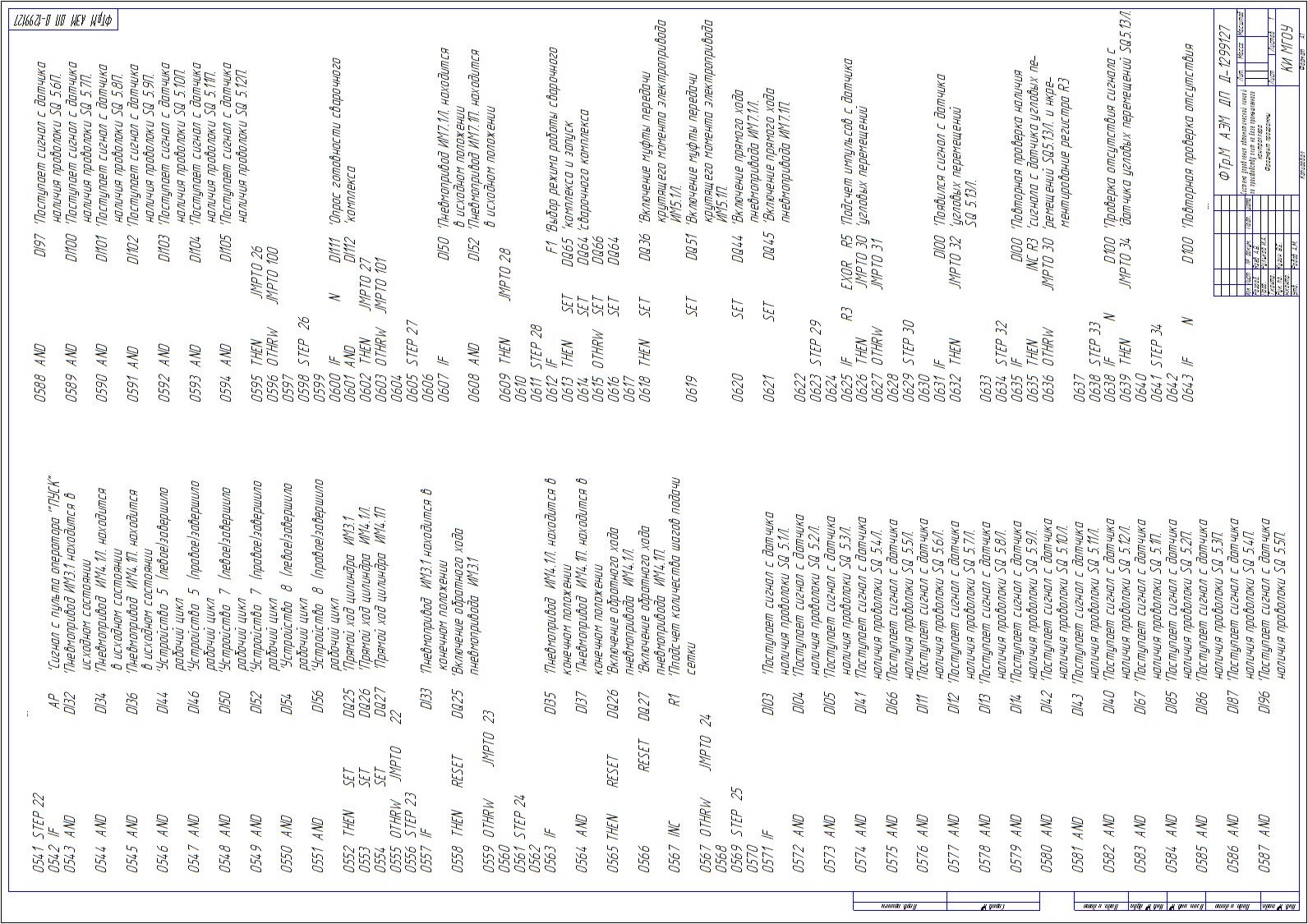
7.2 Фрагмент программы
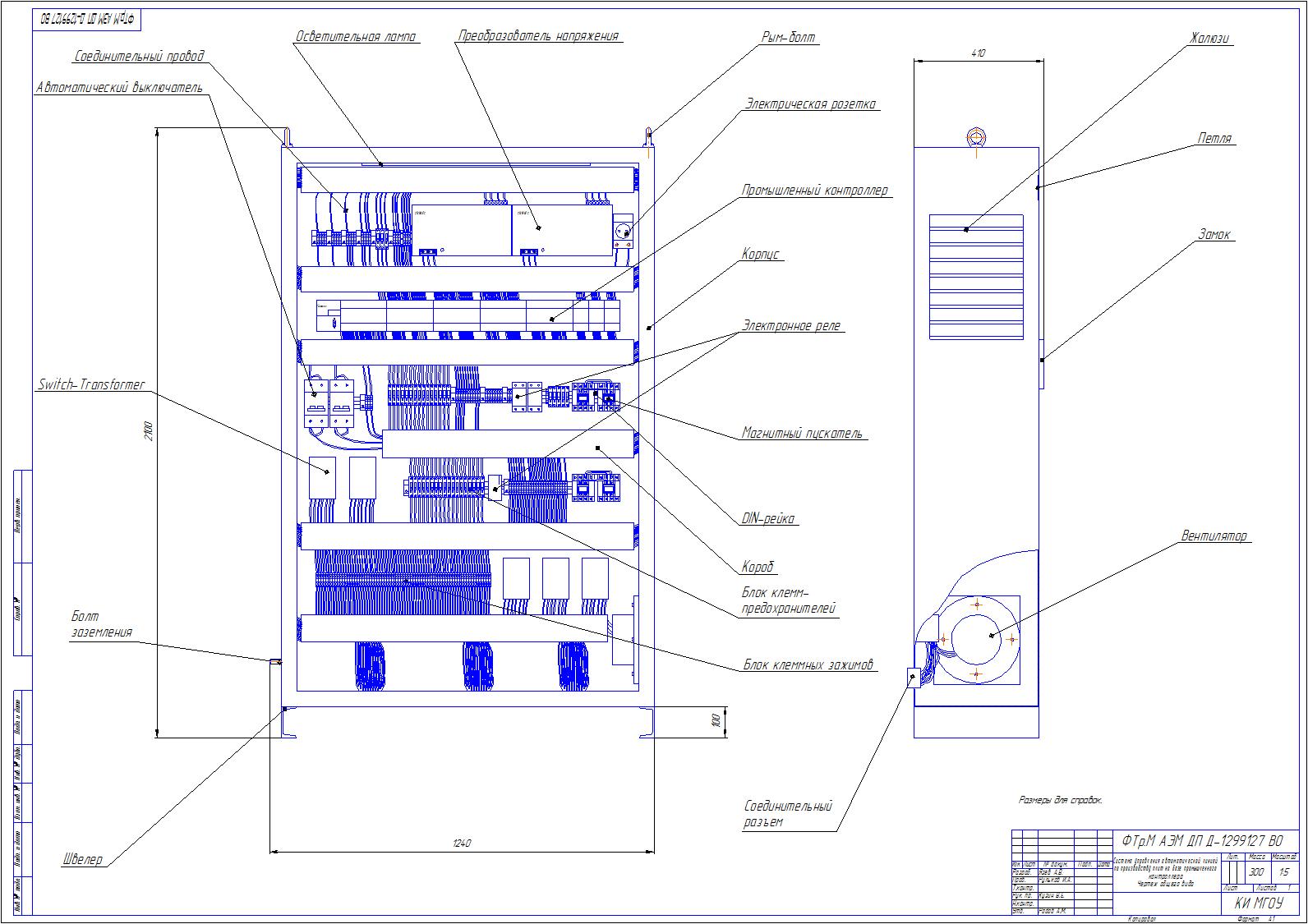
8. Конструкция
9. Безопасность жизнедеятельности
9.1 Общие положения
9.2 Расчетная часть
10. Экономическая часть
10.1 Система создания конструкторской документации для новой продукции
10.2 Технико-экономическое обоснование
10.3 Описание товара
10.4 Расчет плановой себестоимости разработки изделия
10.5 Расчёт себестоимости и цены системы управления
10.6 Оценка эффективности проекта
10.7 Выводы по разделу
11. Заключение
12. Приложение
Литература
Введение
В коммунальном хозяйстве России расходуется до 20% всех энергоресурсов страны. Годовое потребление энергии составляет в жилых многоэтажных зданиях в 2-9 раз больше аналогичного показателя в странах Северной Европы.
Исходя из того, что наибольшее значение в энергосбережении имеет степень тепловой защиты ограждающих конструкций зданий, снижение энергопотребления эксплуатируемых зданий достигается применением в строительстве ресурсо- и энергосберегающих материалов и технологий.
В условиях прогнозируемого роста цен на энергоносители, ужесточения требований СНиПа II – 3 – 79 по энергосбережению зданий и сооружений, где нормируемые величины теплозащиты ограждающих конструкций увеличены в 2 – 3,5 раза, приоритетным в строительном комплексе на современном этапе является структурная перестройка производственной базы строительства, переход на сооружение энергоэкономичных в эксплуатации жилых домов.
Строительная система «Термокомфорт»
Принципы, заложенные в технологию «Термокомфорт», схожи с устройством детского строительного конструктора, объемные элементы которого в различных сочетаниях создают бесконечное множество различных форм. Только в данной технологии функцию объемных элементов выполняют специальные строительные детали – плиты пенополистирольные армированные, соединяющиеся между собой с помощью простейших замковых соединений – закладных элементов, связанных между собой с помощью вязальной проволоки.
Технико-экономические характеристики.
Технология «Термокомфорт» является рациональной системой строительства, благодаря которой экономится время и затраты. При этом:
— время строительства сокращается в 4 – 6 раз; каркасы домов возводятся в 10 раз быстрее по сравнению со строительством из кирпича и в 2 раза быстрее по сравнению с панельным строительством;
— стоимость 1 м ![]()
![]() стены примерно в 1,5 раза ниже стоимости стены из кирпича;
стены примерно в 1,5 раза ниже стоимости стены из кирпича;
— стоимость 1 м ![]()
![]() полезной площади объекта без стоимости работ по фундаменту, кровле, оконным и дверным заполнениям, внутренним инженерным сетям и отделке в 2,5 – 3 раза ниже, чем для аналогичного показателя объекта, построенного по традиционным технологиям;
полезной площади объекта без стоимости работ по фундаменту, кровле, оконным и дверным заполнениям, внутренним инженерным сетям и отделке в 2,5 – 3 раза ниже, чем для аналогичного показателя объекта, построенного по традиционным технологиям;
— сопротивление теплопередаче можно задать любое согласно теплотехническому расчету;
— экономятся средства и материалы на строительстве фундаментов;
— образуется полезная дополнительная площадь вследствие уменьшения толщины стен;
— сокращается трудоемкость и стоимость возведения кровель и перекрытий по сравнению с традиционными технологиями строительства;
— затраты на перевозку сокращаются в 3 – 4 раза;
— отсутствуют необходимости в использовании кранов и другой тяжелой техники;
— обеспечивается простота прокладки и монтажа канализационных, водопроводных труб и электропроводки;
— ускорение сроков строительства и снижение стоимости возведения объектов приводит к 2-х кратному увеличению экономического эффекта при комплексной застройке жилых микрорайонов и коттеджных поселков;
— армированная конструкция плит и нанесенный слой бетона обеспечивают достаточную прочность строительных конструкций, делает здание монолитным, т. е. сейсмостойким;
— имеется возможность комбинирования с традиционными технологиями строительства;
— обеспечивается экологическая безопасность, обусловленная применением экологически чистых материалов;
— затраты на отопление снижаются в 3,5 раза.
Параметры стен.
— толщина стены: в зависимости от заданного сопротивления теплопередаче;
— масса 1 м ![]()
![]() стены: 280 – 300 кг после омоноличивания;
стены: 280 – 300 кг после омоноличивания;
— расход бетона: 0,125 м ![]()
![]() на 1 м2;
на 1 м2;
— предел огнестойкости стены: 2,5 часа;
— звукоизоляционные свойства: 45 – 53 дБ;
— сопротивление теплопередаче: 3,2 – 4,42 м ![]()
![]()
![]() К/Вт без отделки;
К/Вт без отделки;
— водопоглощение: менее 2% в течение года.
Плиты пенополистирольные армированные легки и практичны, не требуют грузоподъемного оборудования при производстве погрузо- разгрузочных и монтажных работ.
Физико-технические характеристики.
Использование внутренней штукатурки на минеральной основе позволяет поддерживать комфортную влажность воздуха в помещениях в цикличном режиме при стандартных параметрах вентиляции за счет поглощения влаги при ее избытке, а при ее недостатке – за счет выделения ее в окружающую среду.
Параметры внутренней несущей стенки ограждений по сопротивлению паропроницанию более 1,6 м ![]()
![]() ч
ч ![]()
![]() Па/мг позволяют пренебречь диффузионными формами проникновения водяных паров в область утеплителя (СниП II – 3 — 79 «Строительная теплотехника»). Следовательно, защита утеплителя и армирующего каркаса сводится к нанесению многослойной внешней отделки, где каждый последующий слой должен иметь большую паропроницаемость по сравнению с предыдущим, обеспечивая выведение водяных паров на внешнюю поверхность ограждения. При этом финишный слой должен обладать водоотталкивающими свойствами.
Па/мг позволяют пренебречь диффузионными формами проникновения водяных паров в область утеплителя (СниП II – 3 — 79 «Строительная теплотехника»). Следовательно, защита утеплителя и армирующего каркаса сводится к нанесению многослойной внешней отделки, где каждый последующий слой должен иметь большую паропроницаемость по сравнению с предыдущим, обеспечивая выведение водяных паров на внешнюю поверхность ограждения. При этом финишный слой должен обладать водоотталкивающими свойствами.
Конструктивные особенности утеплителей, содержащих воздушные профилированные полости, приводят к тому, что точка росы водяных паров формируется вблизи наружной поверхности теплоизоляционного слоя плит, что обеспечивает щадящие режимы работы утеплителя при амплитудных колебаниях температуры «зима – лето».
В соответствии с требованиями СНиП 2.03.01 – 84 «Бетонные и железобетонные конструкции» об антикоррозийной защите армирующего каркаса в конструкции плит предусмотрено использование поперечных диагональных связей из стальной проволоки с цинковым покрытием или из проволоки из легированной стали.
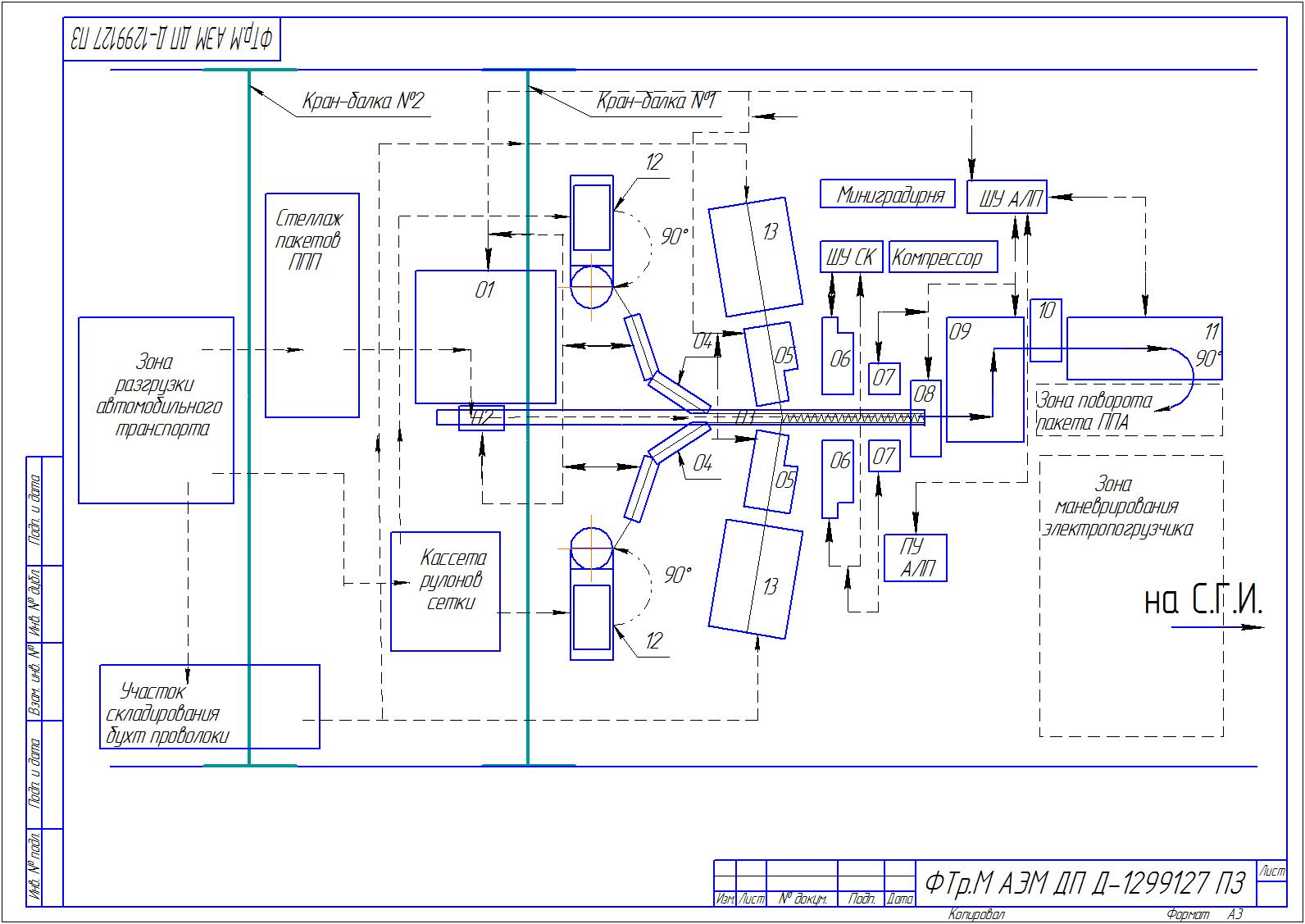
Автоматическая линия производства плит теплоизоляционных армированных.
Устройства автоматической линии производства плит условно распределяются на 4 группы (рис.1).
Устройства 1-ой группы служат для загрузки автоматической линии производства плит исходными материалами: плитами теплоизоляционного материала (устройство загрузки плит 01 и установки плиты 02), сеткой (устройства рихтовки сетки с механизмом подачи сетки 04 и стойка рулона сетки 12) и проволокой (устройство рихтовки проволоки (05) и размоточное устройство (13)).
Устройства 2-ой группы обеспечивают синхронное перемещение плит теплоизоляционного материала и сеток (устройство подачи сеток и плиты 03).
Устройства 3-ей группы предназначены для изготовления собственно конечного продукта, производимого автоматической линией, — плит теплоизоляционных армированных. Стойка правильно-отрезная прошивочная (05) формирует поперечные диагональные связи. Комплекс сварочный (06) сваривает поперечные диагональные связи и продольные проволоки сеток, образуя пространственный каркас, в который заключена плита теплоизоляционного материала. Стойка отрезная (08) обеспечивает формирование конечного изделия заданной длины.
Устройства 4-ой группы выгружают готовые плиты теплоизоляционные армированные из автоматической линии. Накопитель (09) производит отвод готовых плит теплоизоляционных армированных и формирование пакета плит теплоизоляционных армированных. Обвязчик рамочный (10) формирует пакеты плит теплоизоляционных армированных, обвязывая их полипропиленовой лентой. Кантователь (11) производит поворот пакета плит теплоизоляционных армированных на 90°, переводя его из вертикального в горизонтальное положение, обеспечивая возможность снятия его с линии погрузчиком.
Цикл работы линии в автоматическом режиме складывается из суммы времени одномоментного срабатывания устройств 2-ой группы; времени одновременного срабатывания устройств 3-ей группы; времени загрузки и установки плиты, приведенному к 1-му шагу устройств 2-ой группы; времени отрезки готового изделия в заданный размер и его отводу, приведенному к 1-му шагу устройств 2-ой группы, и времени межоперационных переходов между срабатываниями групп устройств.
Система управления автоматической линией производства плит теплоизоляционных армированных.
Система управления автоматической линией производства плит теплоизоляционных армированных предназначена для управления исполнительными механизмами автоматической линии производства плит, сбора информации о состоянии этих механизмов с целью проверки правильности отработки автоматической линии производства плит заданных ему действий в наладочном, одно-цикловом и автоматическом режимах, а также для измерения и регистрации параметров, существенных для технологического процесса производства плит теплоизоляционных армированных и характеризующих их качество.
Автоматическая линия производства плит оснащается рабочей станцией, осуществляющей управление исполнительными механизмами автоматической линии производства плит по различным алгоритмам, задаваемым с пульта управления. В процессе управления исполнительными механизмами управляющая программа рабочей станции отслеживает состояние датчиков, установленных на автоматической линии, контролирует правильность реализации заданного алгоритма и регистрирует параметры и условия производства плит теплоизоляционных армированных. Программное обеспечение системы управления предоставляет следующие возможности:
● управление пользователями системой управления.
Все лица, допущенные к работе с системой управления автоматической линии производства плит, делятся на 3 категории: операторы, наладчики, супервайзеры. Для каждой категории существуют свои разрешения и ограничения по работе с программным обеспечением;
● тестирование электронных плат устройства связи с объектом;
● кодированное управление силовым источником питания входных и выходных устройств автоматической линии производства плит;
● оперативное создание, изменение и удаление различных программ (сценариев) работы автоматической линии производства плит.
Сценарий представляет собой набор программ, исполняемых по параллельно – последовательной схеме. Программа состоит из управляющих воздействий, временной задержки перед проверкой определенного условия, проверки выполнения этого условия, контроля необходимых аналоговых параметров и временной выдержки перед выполнением следующего отрезка программы. В программе также описывается реакция на невыполнение заданного условия и текст соответствующего диагностического сообщения;
● выполнение в автоматическом и пошаговом режимах сценариев работы;
● контроль за ходом технологического процесса с выдачей диагностических сообщений и указаний по устранению аварийных ситуаций;
● возврат автоматической линии производства плит в исходное положение;
● фоновый контроль необходимых цифровых параметров.
В процессе работы автоматической линии производства плит необходимо контролировать некоторые важные параметры, например, давление воздуха в сети, наличие напряжения на исполнительных механизмах и т.п. Этот контроль осуществляется независимо от режима работы автоматической линии производства плит (наладочный, пошаговый или автоматический), т.е. в фоновом режиме.
● задание и контроль технологических допусков работы автоматической линии производства плит;
● блокировки на включения/выключения исполнительных механизмов автоматической линии производства плит;
● вывод на печать и сохранение в электронном архиве результатов работы автоматической линии производства плит;
● графическое отображение технологического процесса.
При разработке автоматической линии производства плит также необходимо учитывать некоторые специфические особенности:
Ø необходимо выбрать недорогой контроллер, который мог бы удовлетворить все требования, предъявляемые к системе управления автоматической линии производства плит, и в тоже время быть надежнее аналогичных ему контроллеров;
Ø требуется решить проблему согласования устройств;
Ø необходимо выбрать недорогие, но в тоже время надежные исполнительные элементы и прочее оборудование необходимое для системы управления автоматической линии производства плит;
Ø чтобы избежать больших затрат на найм высококвалифицированного персонала необходимо разработать систему управления с которой сможет работать персонал с низкой квалификацией;
Ø система управления автоматической линией производства плит должна удовлетворять требованию цена – качество;
Ø система управления автоматической линии производства плит должна соответствовать мировым образцам, обладать сравнительно низкой стоимостью, чтобы быть конкурентоспособной аналогичным зарубежным аналогам.
На сегодняшний день в мире существуют два аналога: австрийской фирмы EVG и итальянский аналог фирмы AWM. Эти линии обладают высокой стоимостью по сравнению с линией, представленной в данном дипломе. Дипломный проект направлен на разработку системы управления, удовлетворяющей мировым тенденциям в области автоматического управления технологическими процессами.
Литература
1. К.К. Александров, Е.Г. Кузьмина. «Электротехнические чертежи и схемы». Москва: Энергоатомиздат, 1990г.
2. Электронный каталог. «Электроустановочное оборудование от А до Я». Москва: ООО «СИМЕНС», июнь 2002г.
3. Электронный каталог. «SIEMENS. Электроустановочные изделия».
Департамент «Автоматизация и приводы», апрель 2001г.
4. Электронный каталог. «FESTO. Каталог средств автоматизации».
2003г.
5. Электронный каталог. «LENZE». 2001г.
6. «SIEMENS Simatic. Комплексная автоматизация производства». 2002г.
7. «SIEMENS. Components for totally integrated automation». Catalog ST 70.
2001г.
8. Хоровиц П., Хилл.У. «Искусство схематехники». В 3-х томах. Т.1. Перевод с английского — 4е издание переработано и дополнено. М., «Мир», 1993г.
9. Лярский В.Ф., Мурадян О.Б. «Электрические соединители». Справочник. М., «Радио связь» , 1988г.
10. Сборник ГОСТов. Правила выполнения схем.
11. Алексанян А.Г., Китаев В.А., Павлов С.П. «Методические указания по дипломному проектированию. Раздел «Охрана труда»». М., «ВЗПИ»,1983г.
12. Долин П.Н. «Основы техники безопасности в электроустановках».М., ”Энергоатомиздат”, 1984г.
13. Речмен Д.Д., Мескон М.Х., Боуви К.Л., Тилл Д.В. «Современный бизнес» Учебник в 2т. Перевод с английского М., «Республика», 1995г.