




Введение
1. Технологическая часть
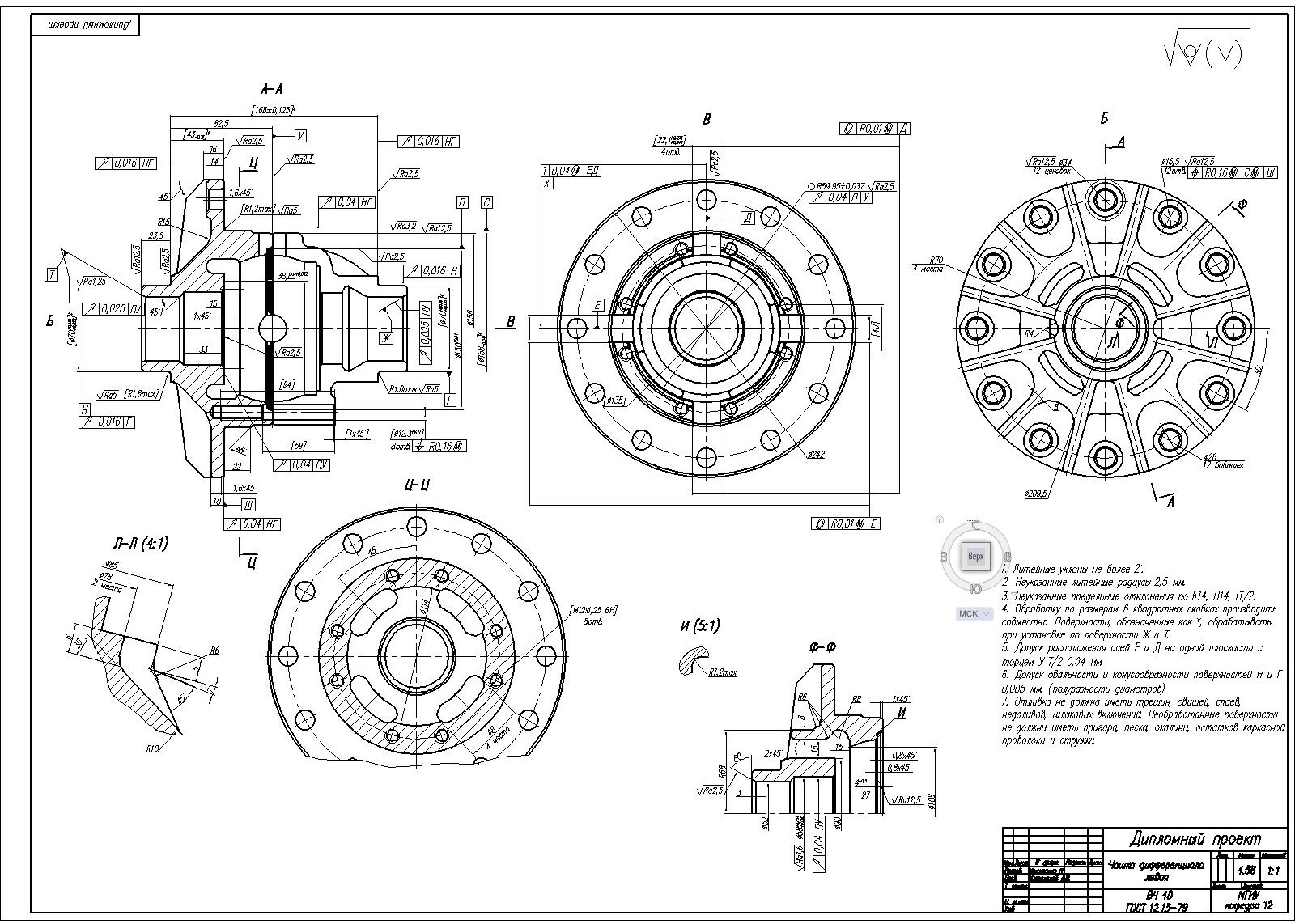
1.1. Условия работы детали
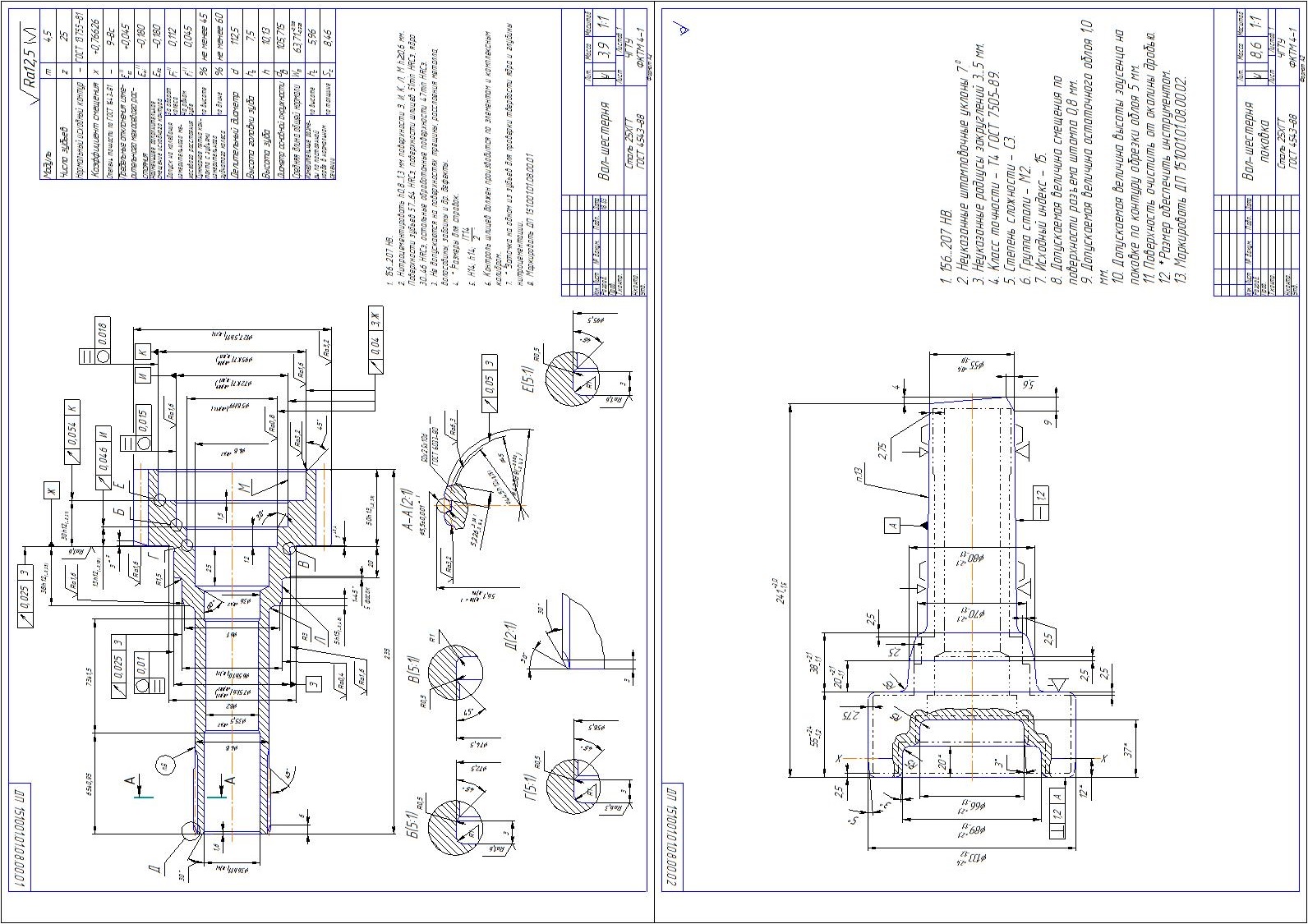
1.2. Анализ технических условий на изготовление детали
1.3. Выбор типа и организационной формы производства
1.4. Анализ технологичности конструкции изделия
1.5. Обоснование и выбор метода получения заготовки. Расчет коэффициента использования материала. Характеристики материала изделия.
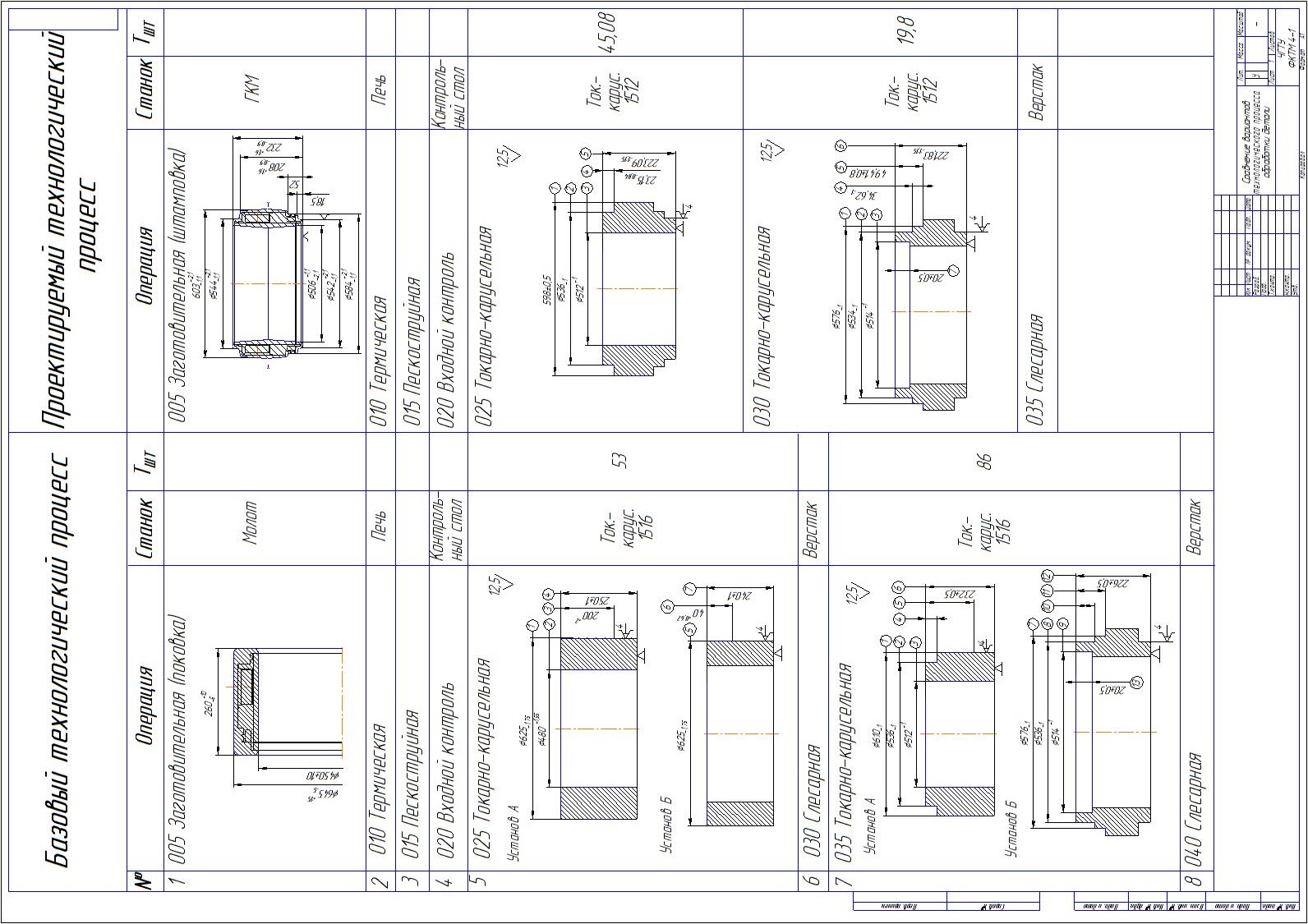
1.6. Анализ базового технологического маршрута обработки изделия
1.7. Анализ схемы базирования и закрепления изделия
1.8. Обоснование выбора методов обработки.
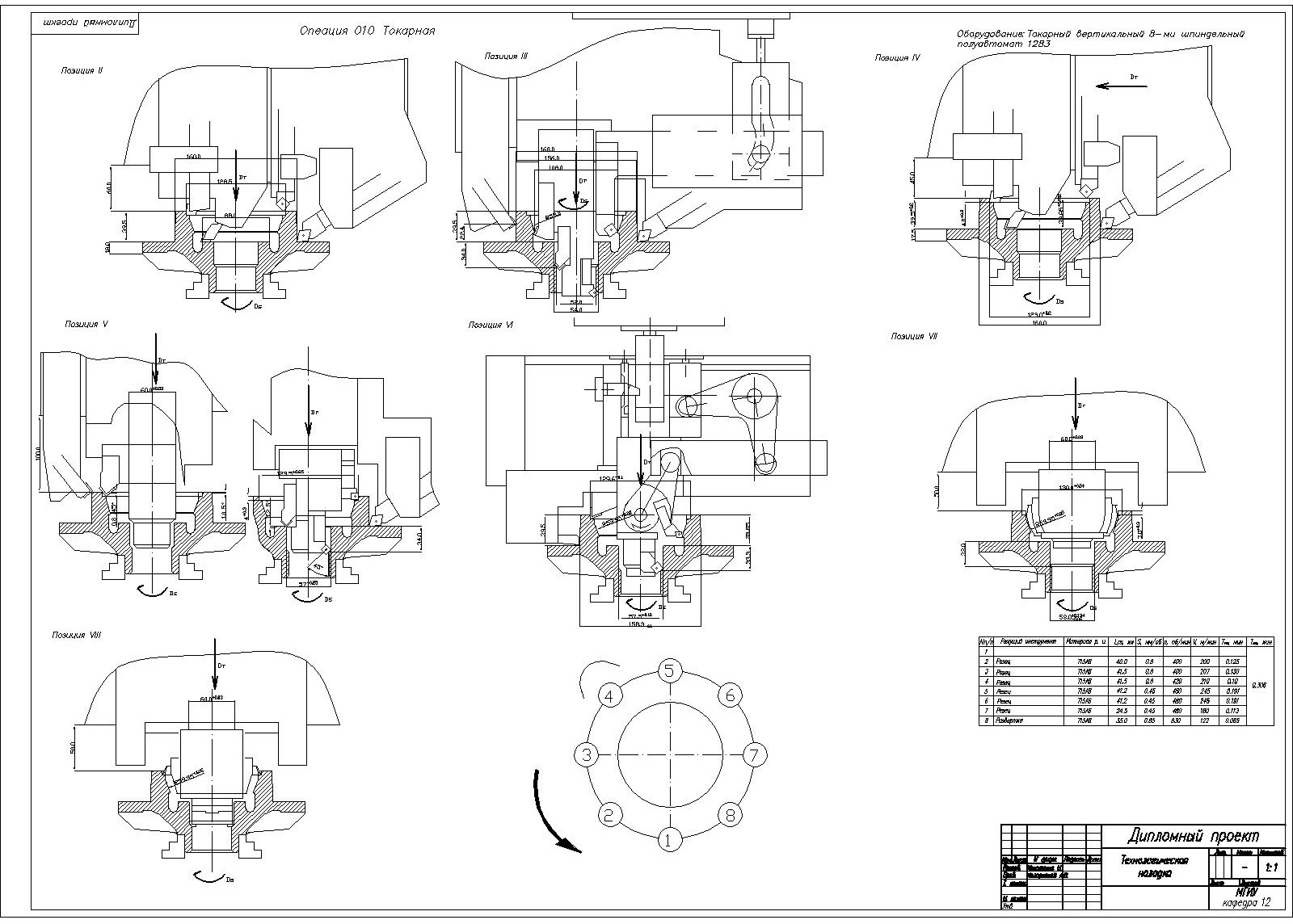
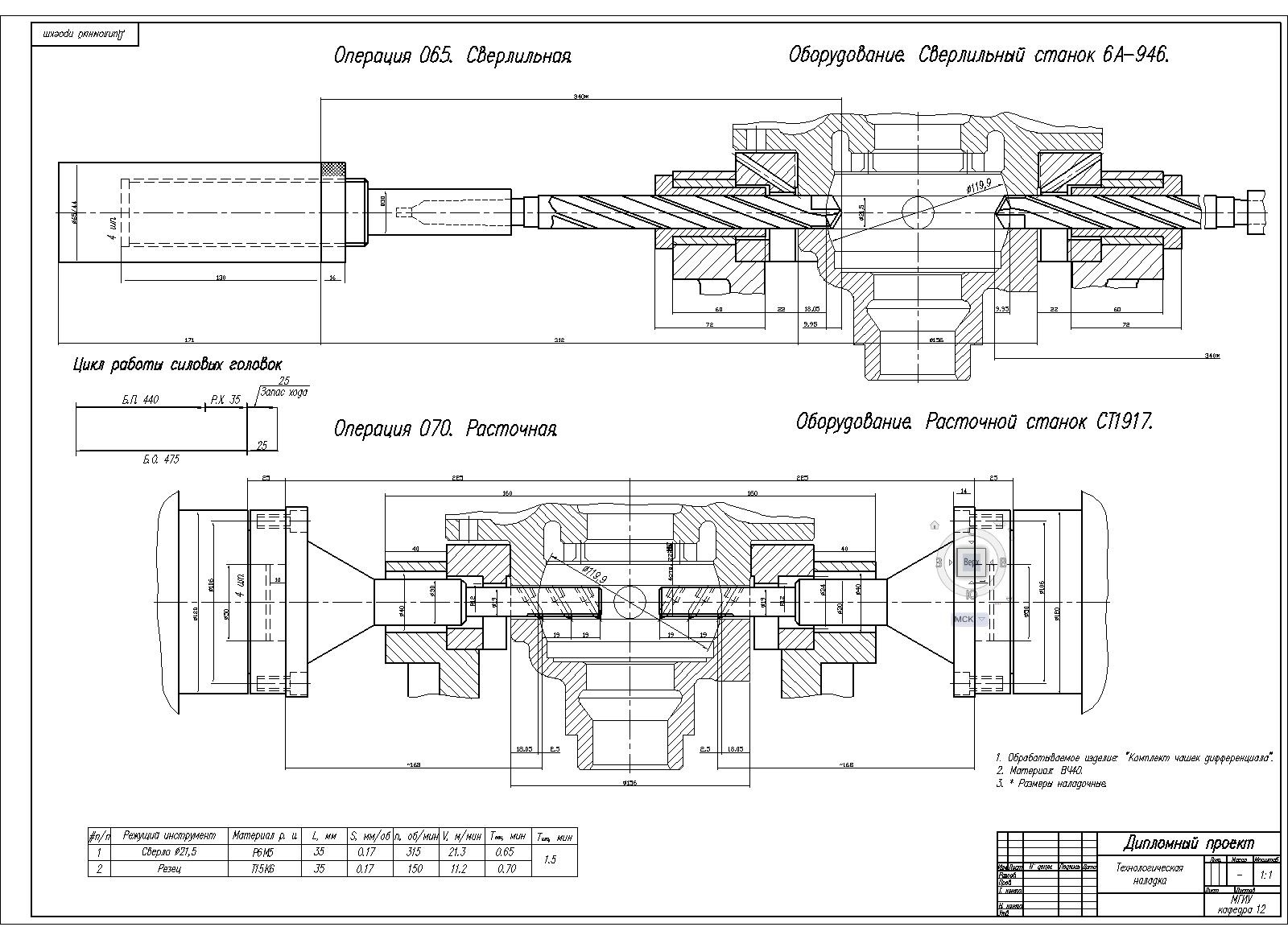
1.9. Обоснование и выбор оборудования
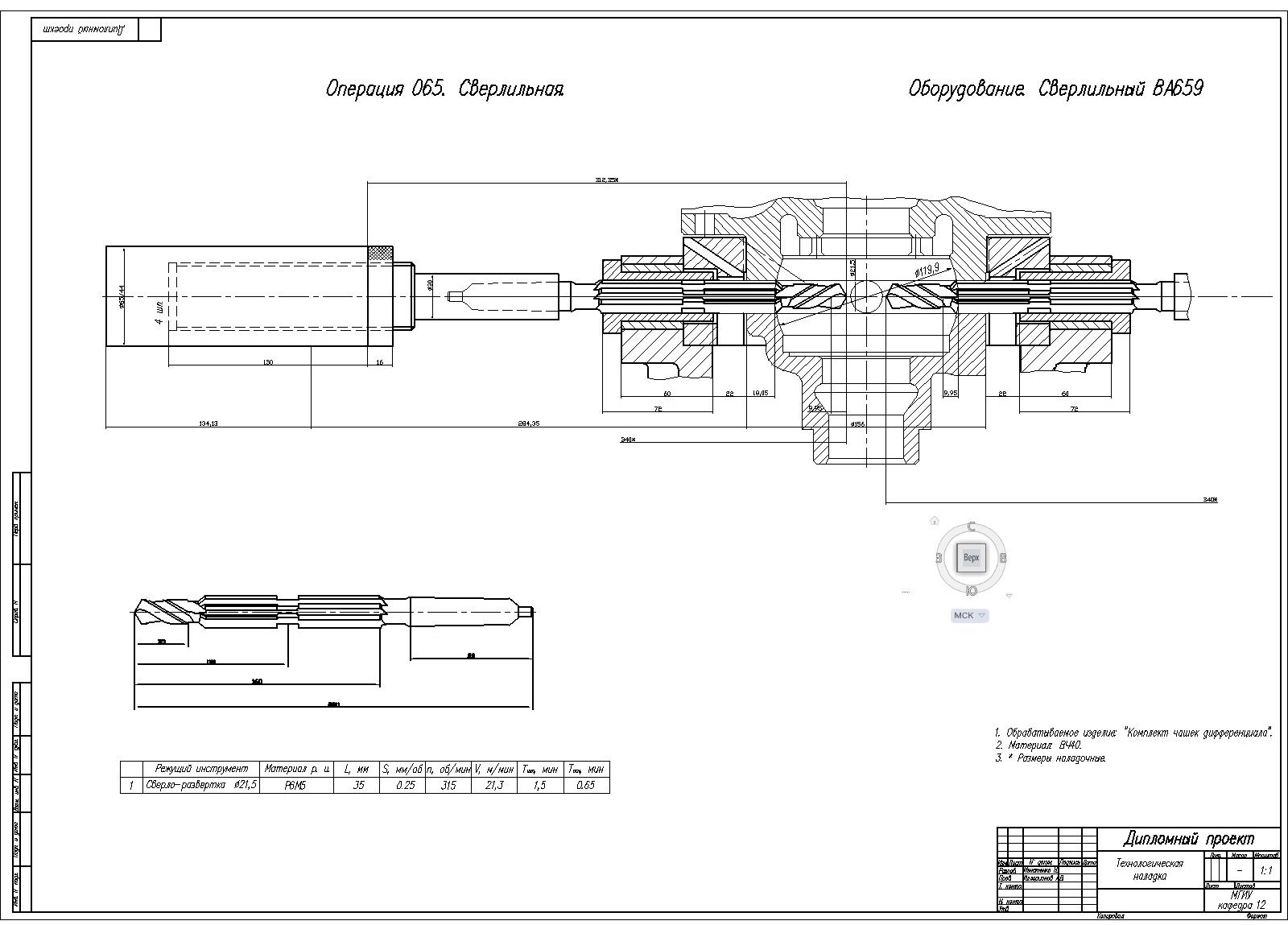
1.10. Обоснование и выбор инструмента. Характеристики инструмента. Схемы
1.11. Анализ средств и методов контроля заданных чертежом параметров изделия.
1.12. Карта технологического маршрута обработки изделия
1.13. Расчет припусков и предельных размеров на обработку изделия. Карта расчетов припусков
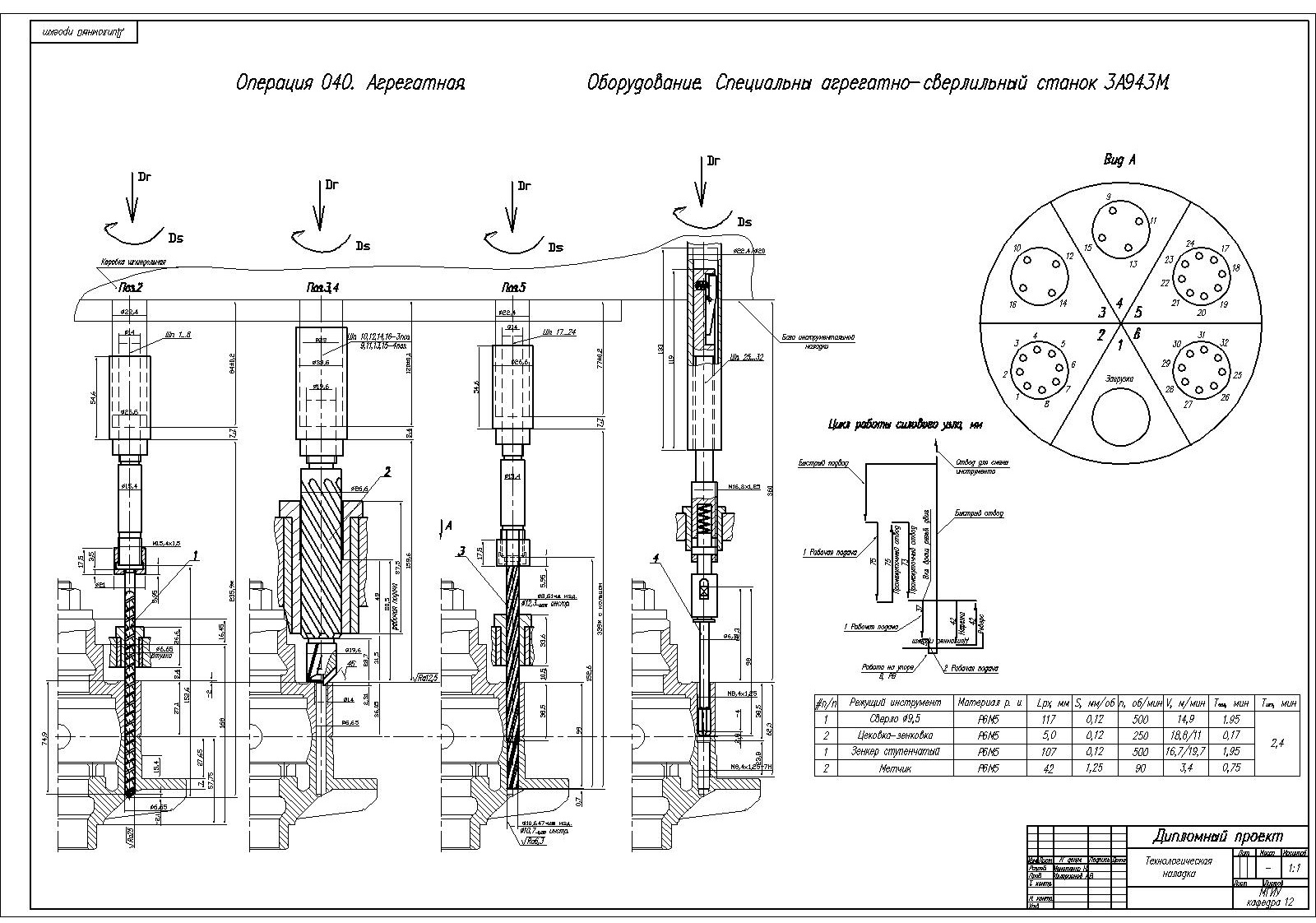
1.14. Расчет режимов резания
1.15. Обоснование выбора средств транспортировки изделия
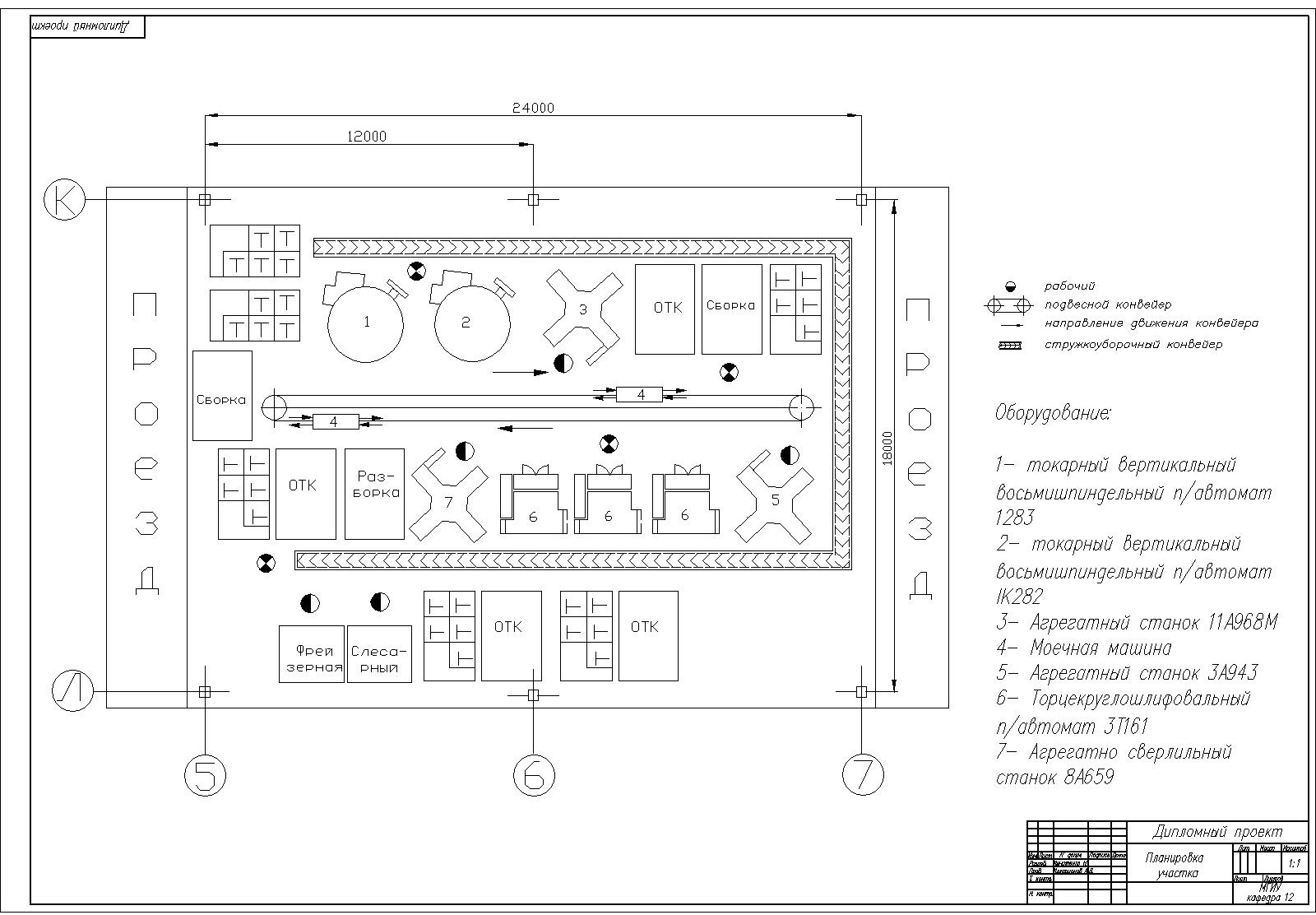
1.16. Описание плана расположения оборудования
2. Конструкторская часть
2.1. Режущий инструмент
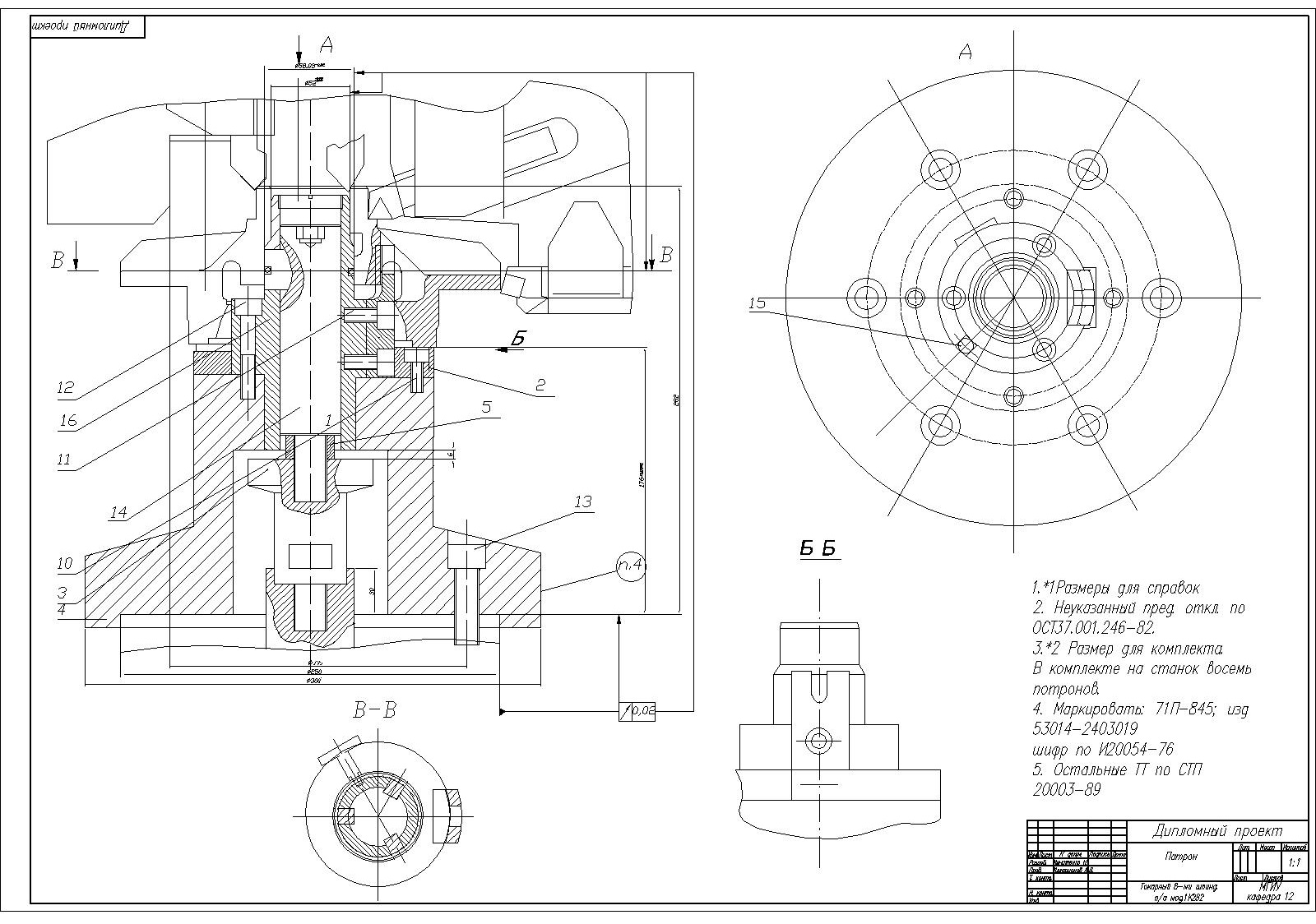
2.2. Обоснование и выбор зажимного приспособления
2.3. Описание контрольного приспособления
3. Специальный вопрос
4. Организационно-экономическая часть
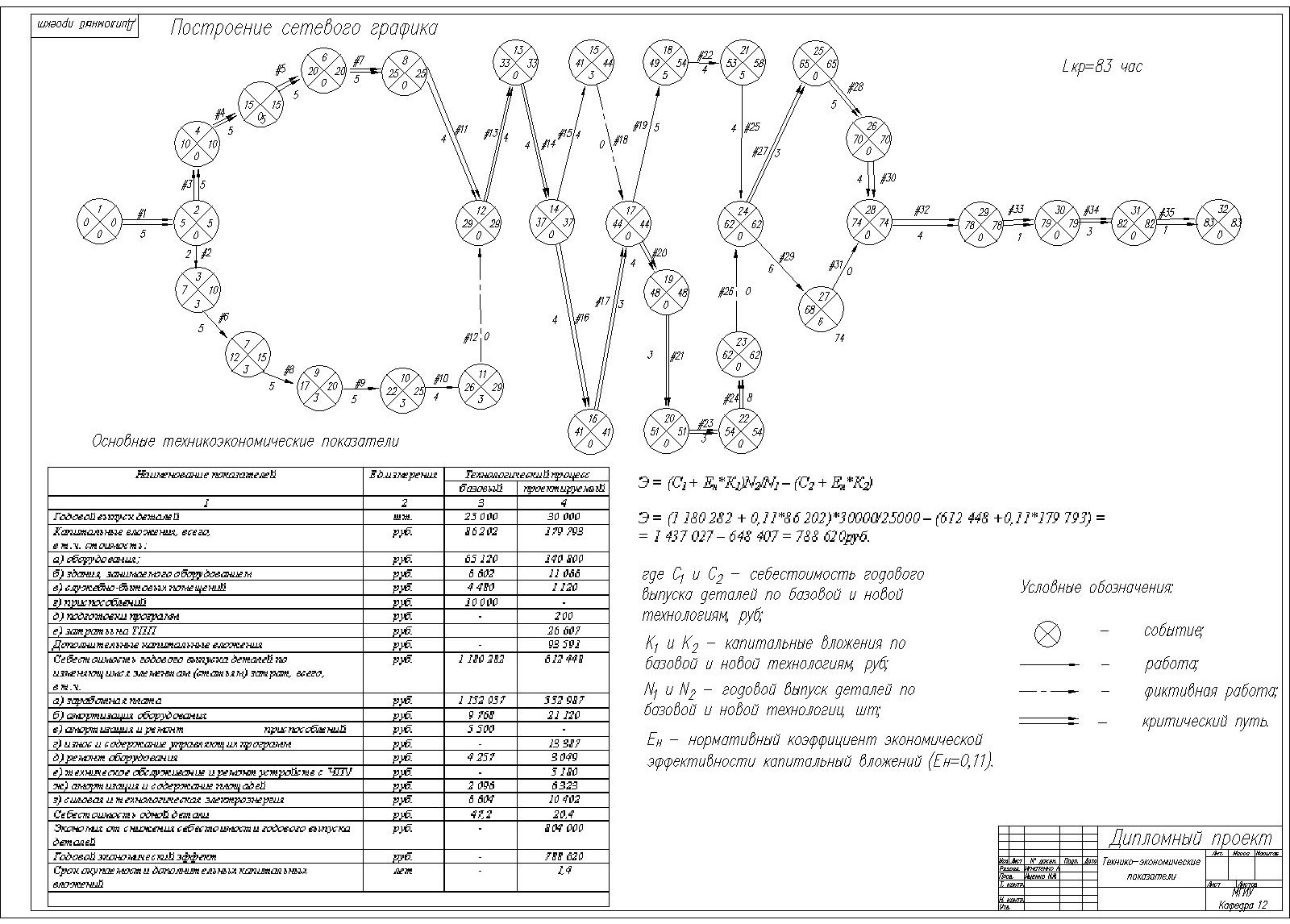
4.1. Теоретические основы планирования и технологическая подготовка производства
4.2. Сравнительный анализ основных технико-экономических показателей производства
5. Безопасность и экологичность проекта.
5.1. Анализ негативных факторов технологического процесса .
5.2. Электробезопасность производственных систем
Список литературы
Приложение.
Введение
Машиностроение – комплекс отраслей тяжелой промышленности, изготавливающий орудия труда, а также предметы потребления и продукцию оборонного назначения.
Уровень развития машиностроения определяет производительность труда в целом, качество продукции других отраслей промышленности, темпы развития технического прогресса.
Машиностроение – техническая основа интенсификации экономического роста.
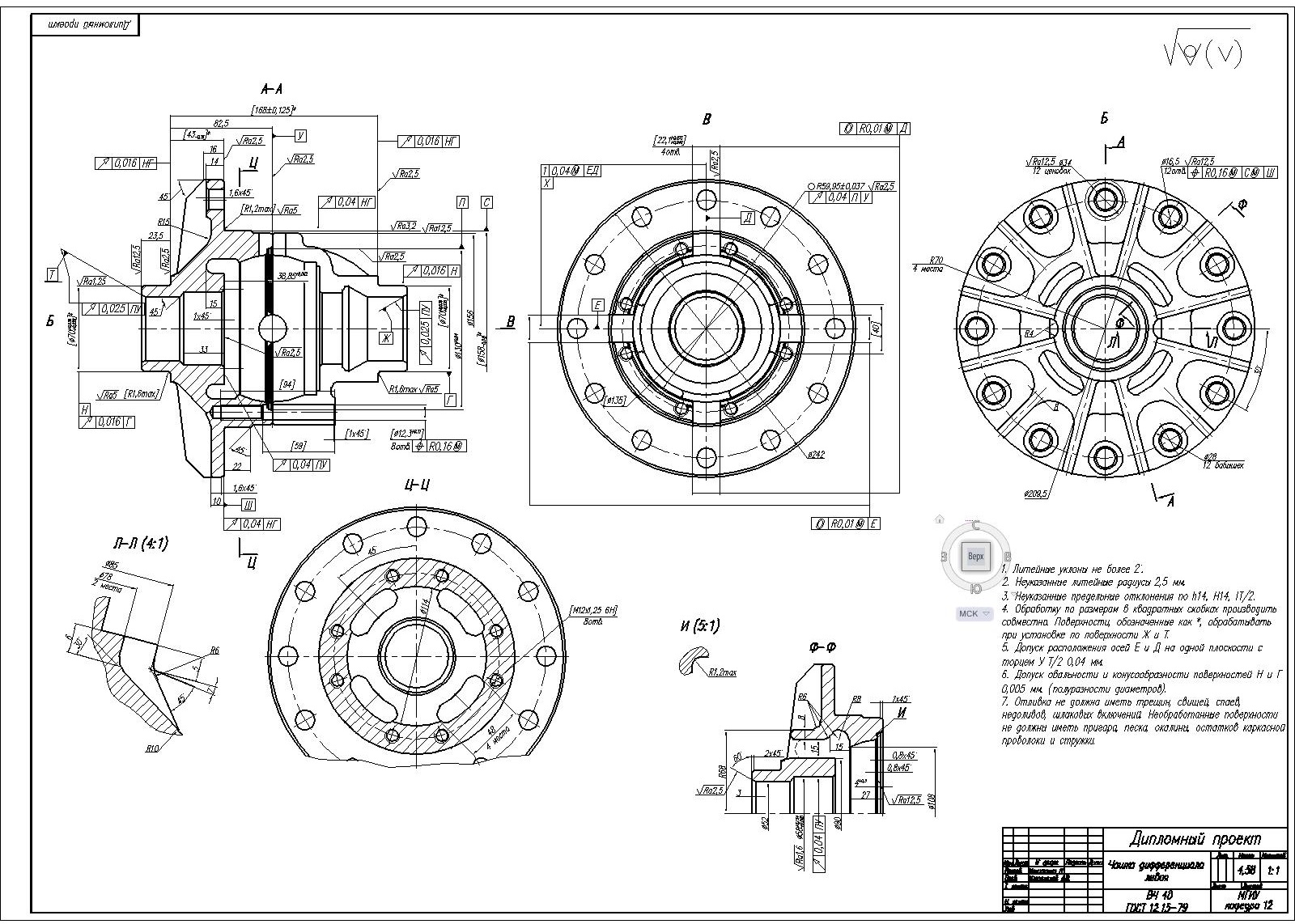
Целью данного проекта является усовершенствование существующего технологического процесса изготовления чашки дифференциала левой автомобиля ЗИЛ 5301 за счет замены режущего инструмента и повышения эффективности обработки поверхности.
Проект предусматривает внедрение более совершенных и менее энергоемких технологий, что влечет за собой сокращение времени обработки, снижение себестоимости и увеличение годового экономического эффекта.
В проекте разработана методика выбора оптимального метода механической обработки поверхности, за счет замены двух режущих инструментов на один комбинированный.
1. «Справочник технолога машиностроителя» в 2-х томах, четвертое издание под ред. Косиловой А.Г. и Мещериковой Р.К. – М.: Машиностроение 1985 – 656с.; Т-1 , издание пятое, М.: Машиностроение-1 2001 – 910стр
2. «Машиностроение: энциклопедия. Технологиям заготовительных производств», ред.-состав. Мануйлов В.Ф., том III-2, М., изд. «Машиностроение», 1996, 734 стр
3. «Справочник режимы резания металлов», под редакцией Барановского Ю.В., издание четвертое, – М. 1995 – 455 стр
4. «Расчёт припусков и межоперационных размеров в машиностроении», под редакцией Радкевича Я.М.
5. «Общемашиностроительные нормативы времени вспомогательного, на обслуживание рабочего места и подготовительно — заключительного на работы, выполняемые на металлорежущих станках (серийное и крупносерийное производство)». — М., 1984. — 472с.
6. «Справочник нормировщика», А. В. Ахумов, Б. М. Генкин, Н. Ю. Иванов и др.; Под общ. ред. А. В. Ахумова. — Л.: Машиностроение, 1986. — 458с.
7. «Безопасность жизнедеятельности», ред. Резчиков Е.А., уч.пособие, М., 2001, 225 стр
8. «Надёжность технических систем и техногенный риск», методическое пособие по предмету.
9. «Внутрефирменное планирование». Бухалков М.И., — М., «Инфа — М», 2001.
10. «Организация и планирование на предприятиях» Зайцев В.А. метод. Указания. Москва: РИЦ МГИУ, 2003.