

Содержание
Введение
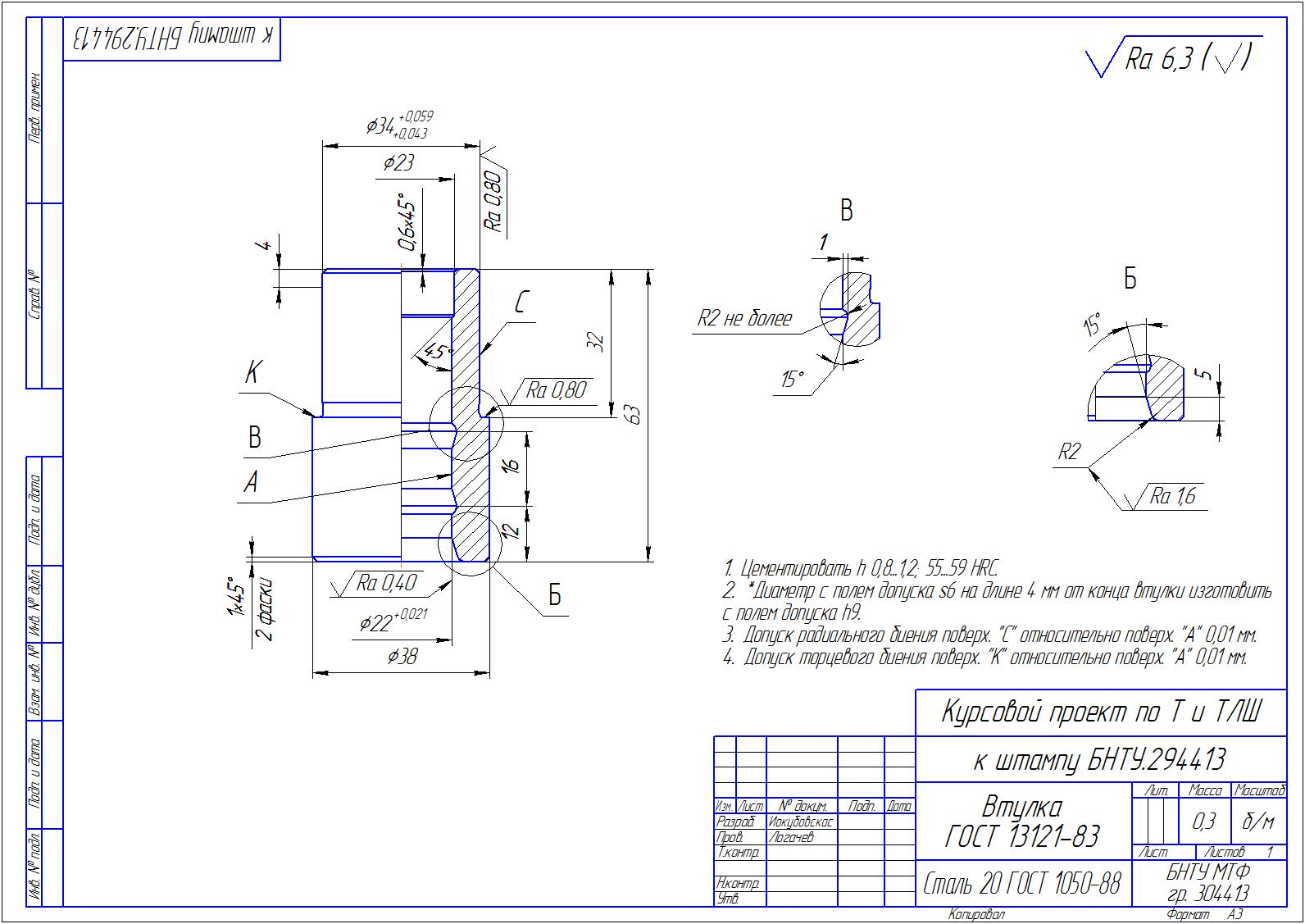
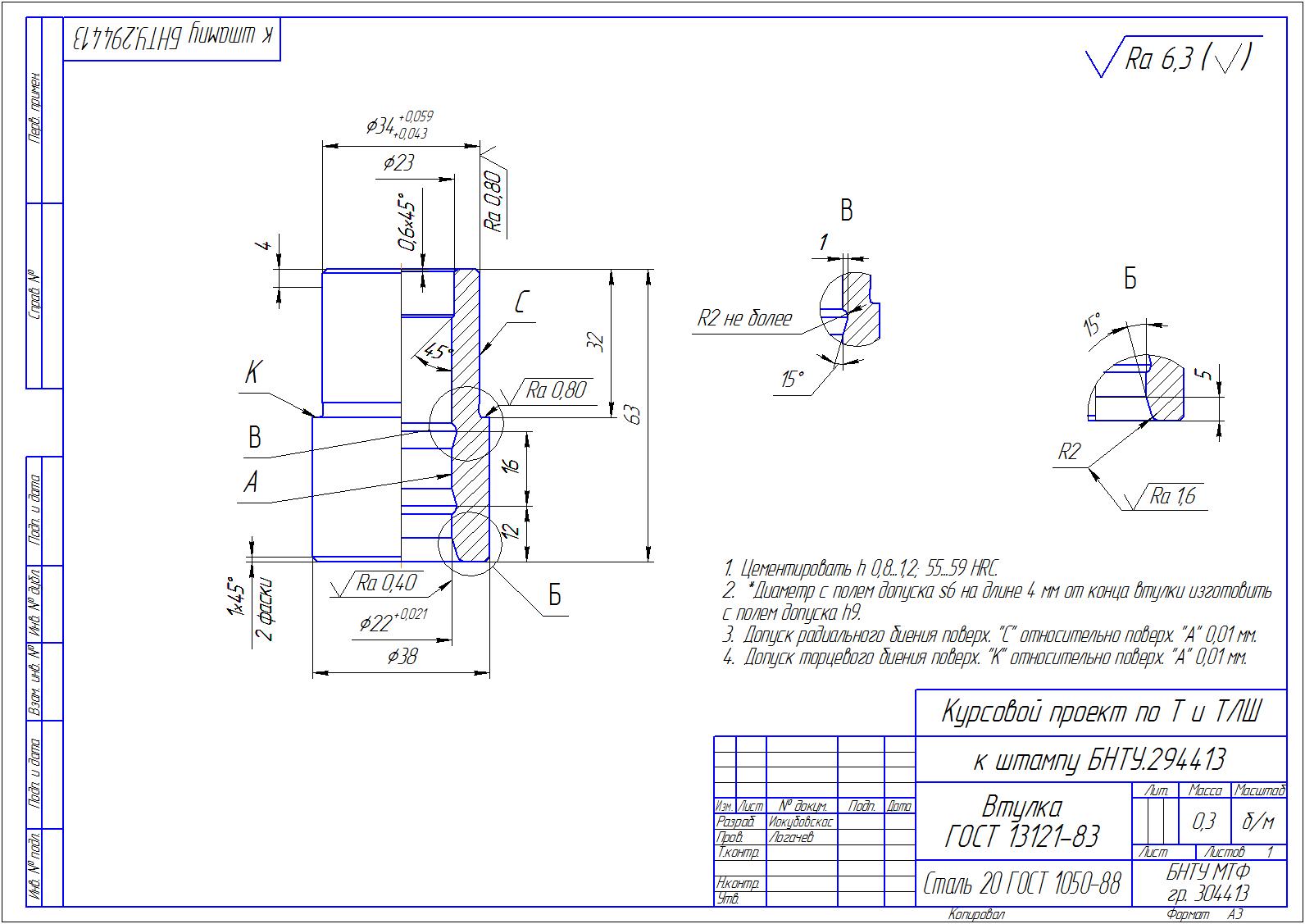
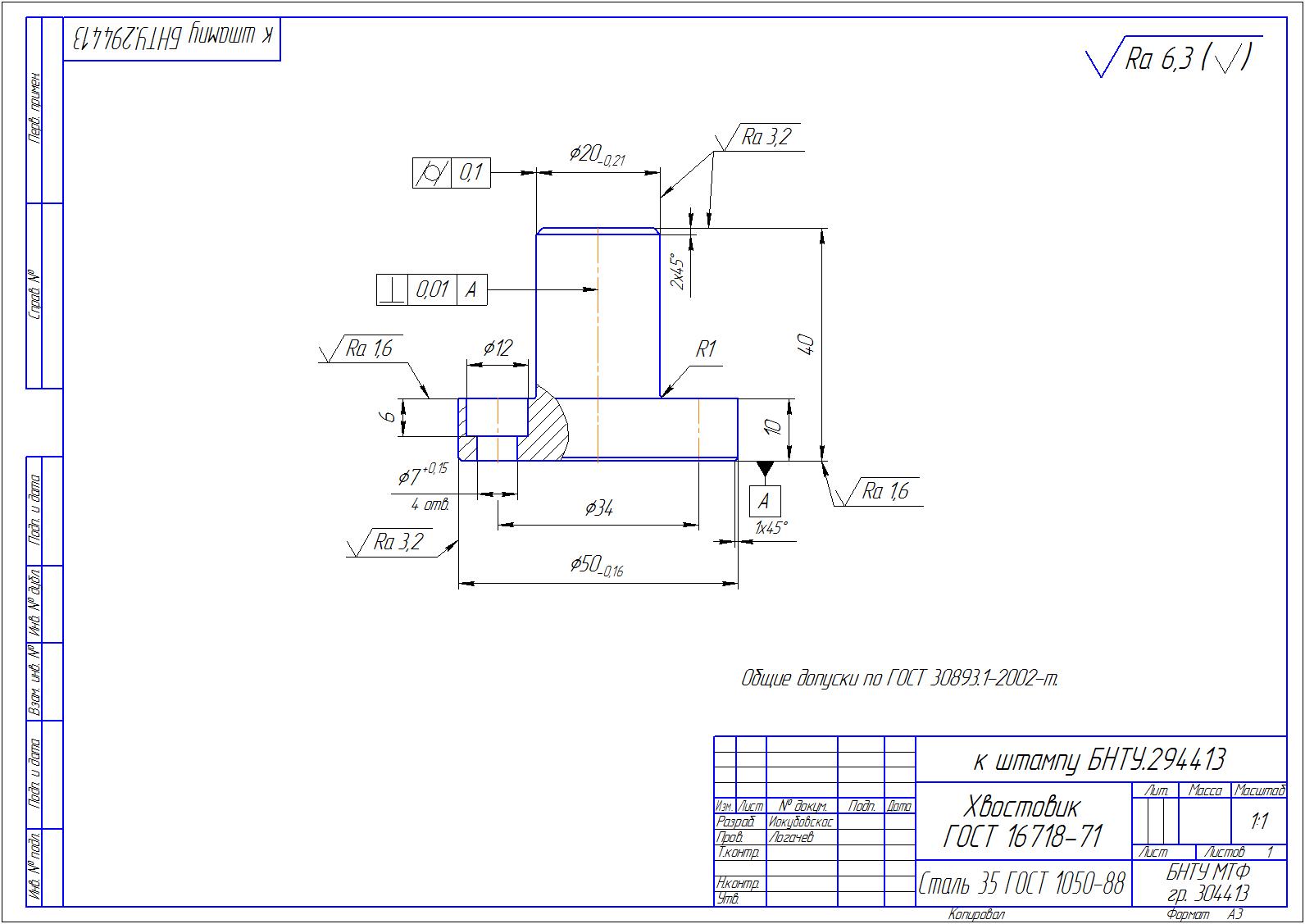
1. Описание и назначение детали
2. Обоснование выбора технологического процесса
3. Расчет заготовки для штамповки
4. Раскрой материала
5. Коэффициент использования материала
6. Маршрутные технологии изготовления детали
7. Переходы штамповки
8. Расчет технологических усилий и работы деформации
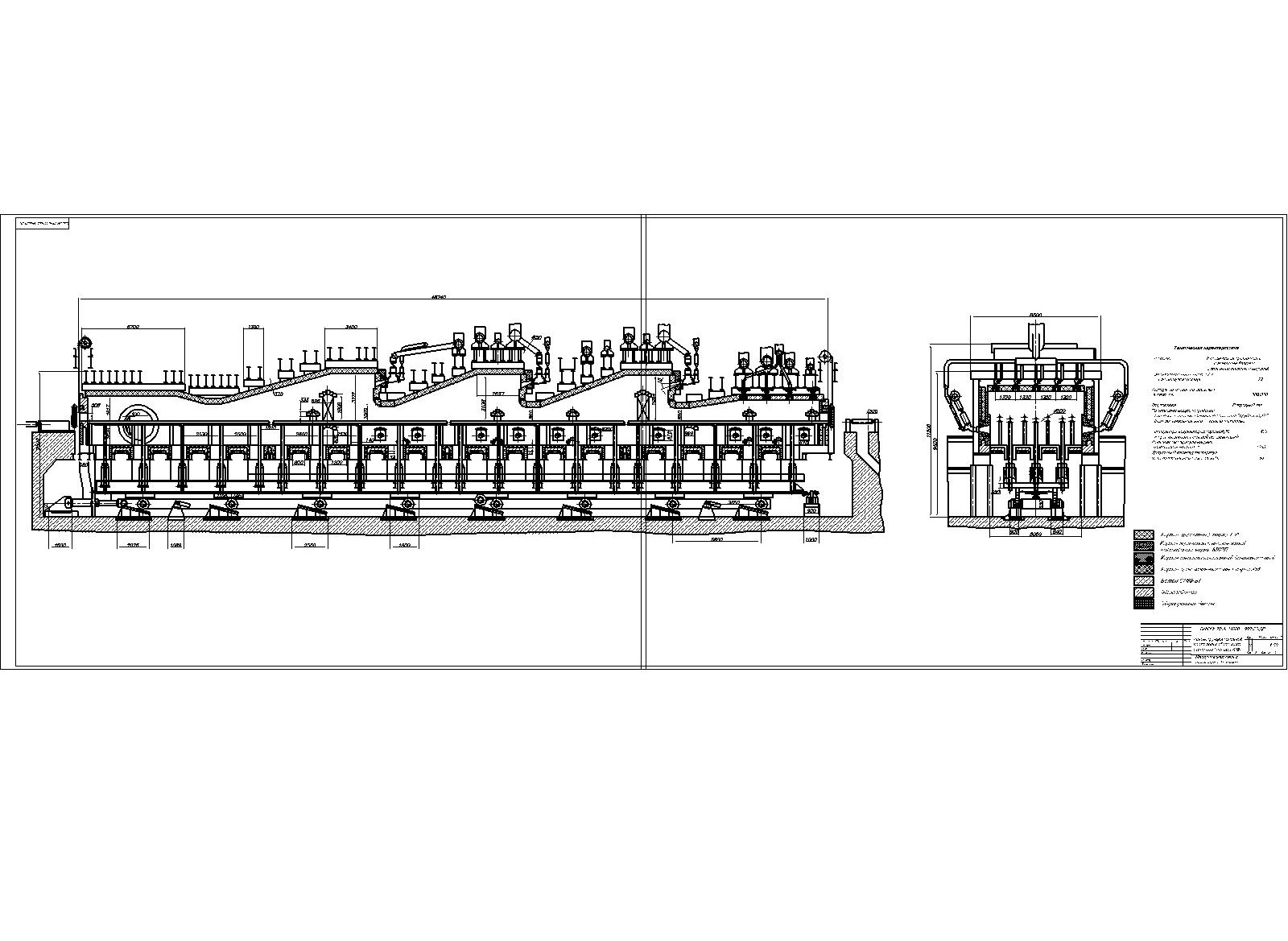
9. Выбор оборудования и его краткая характеристика
10. Организация рабочего места
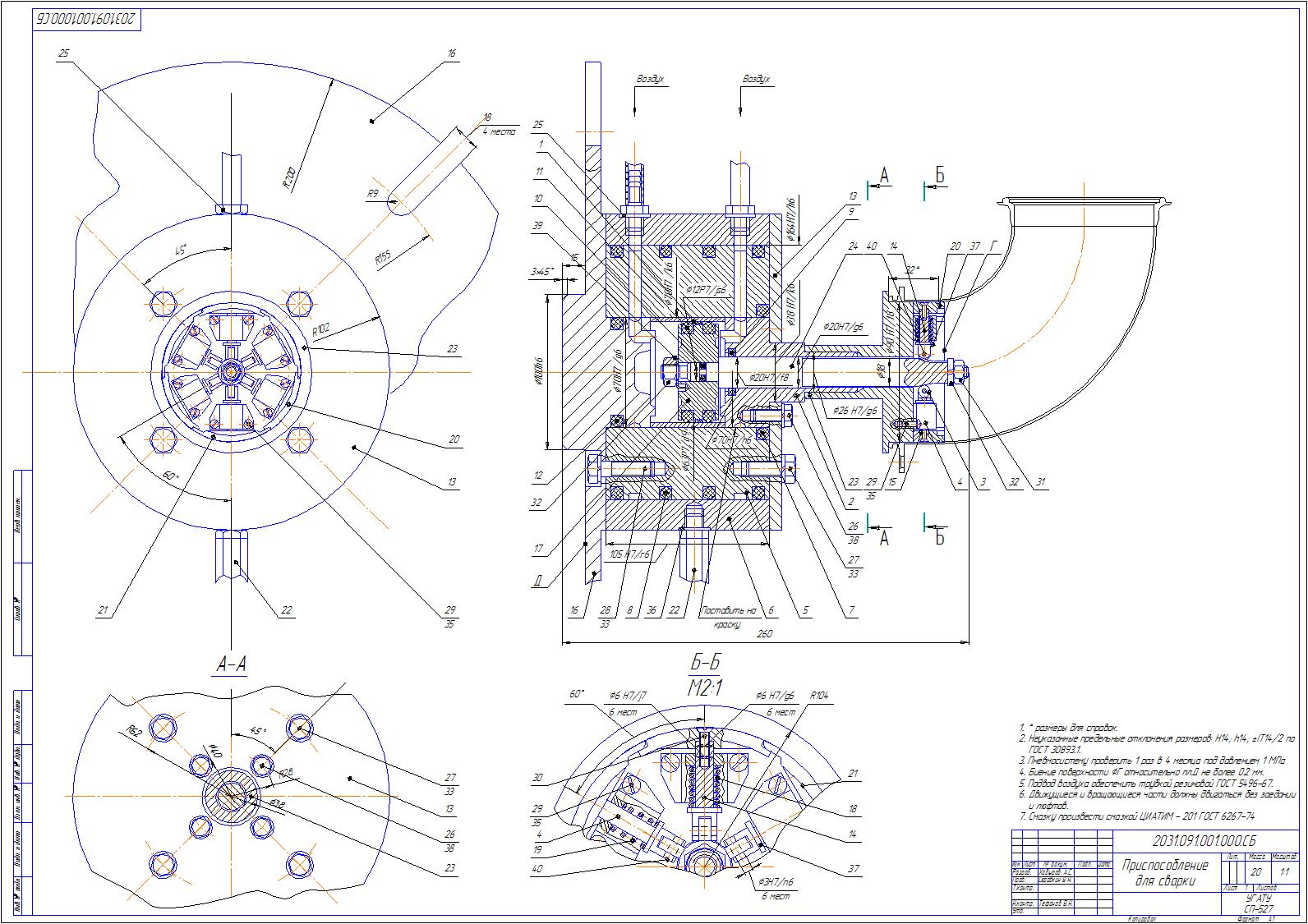
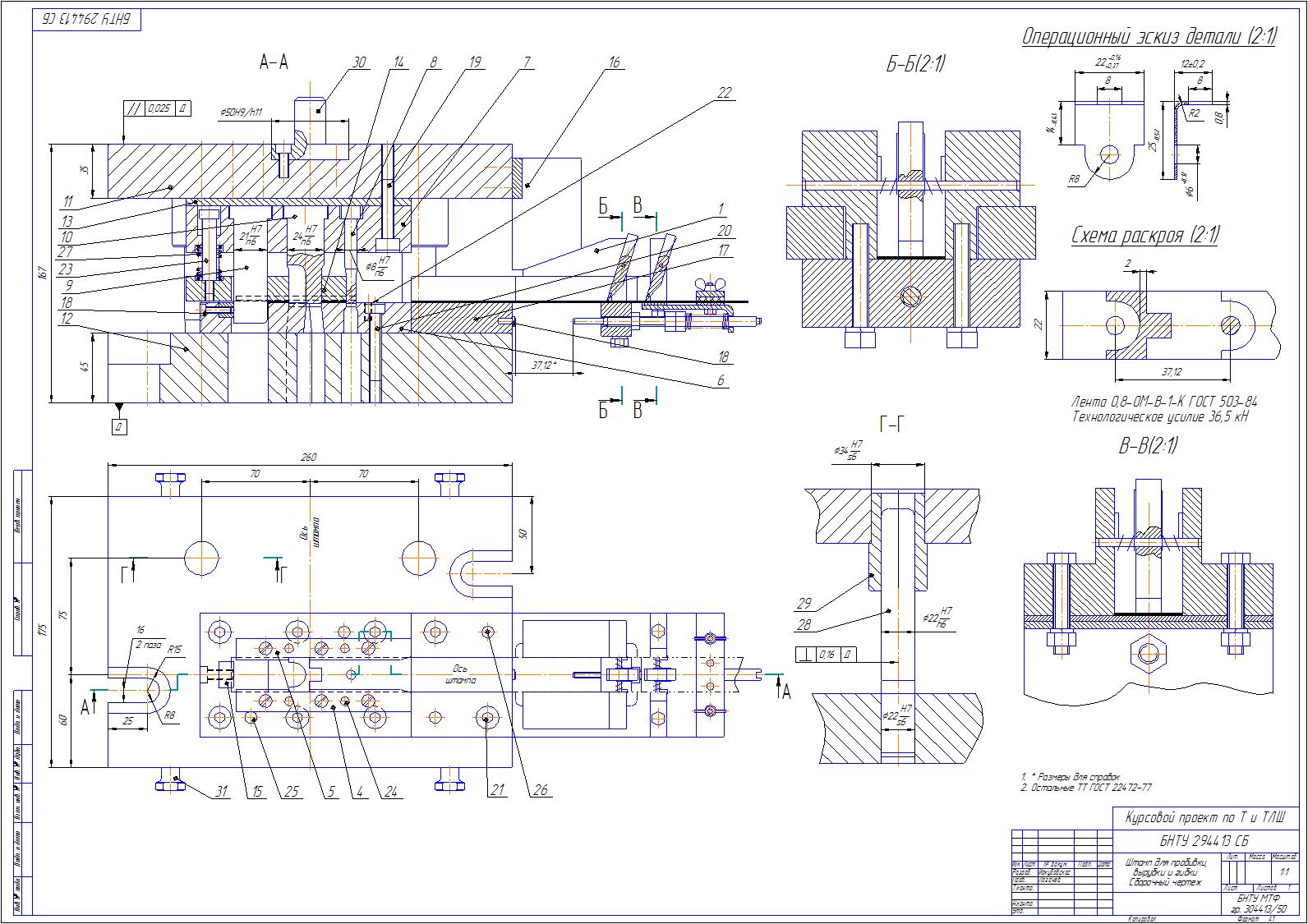
11. Схема штампа
12. Определение центра давления штампа
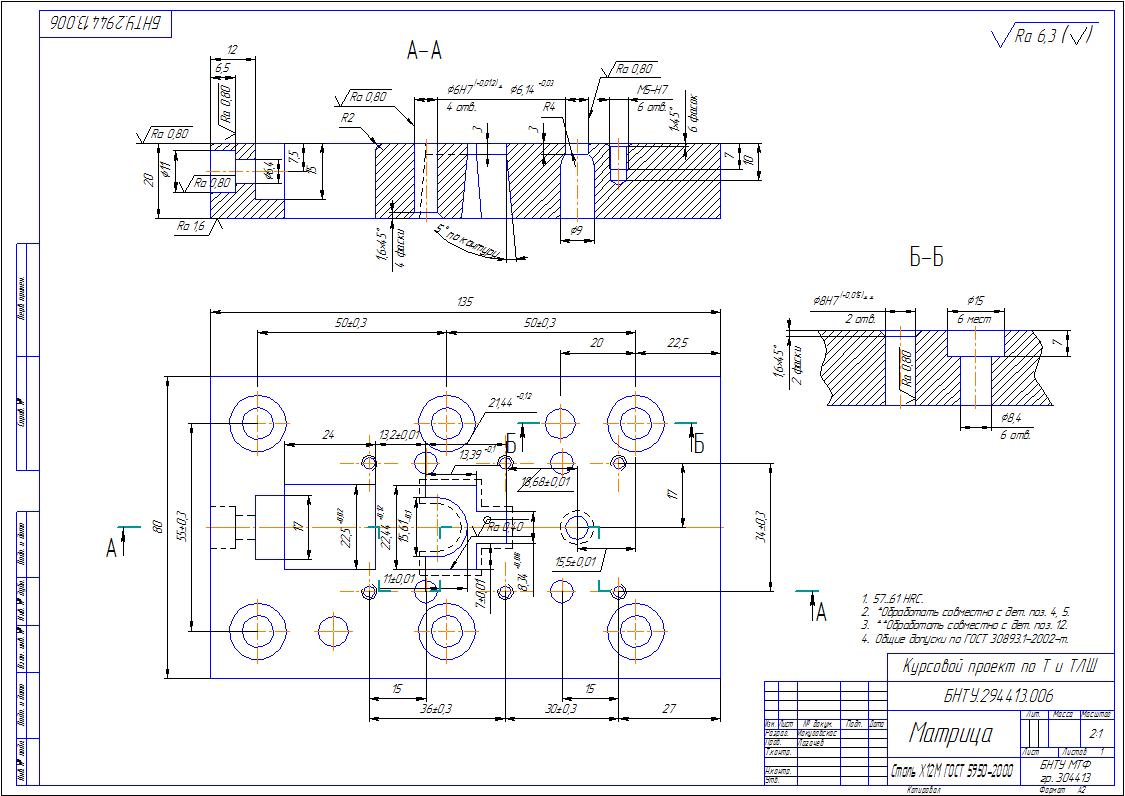
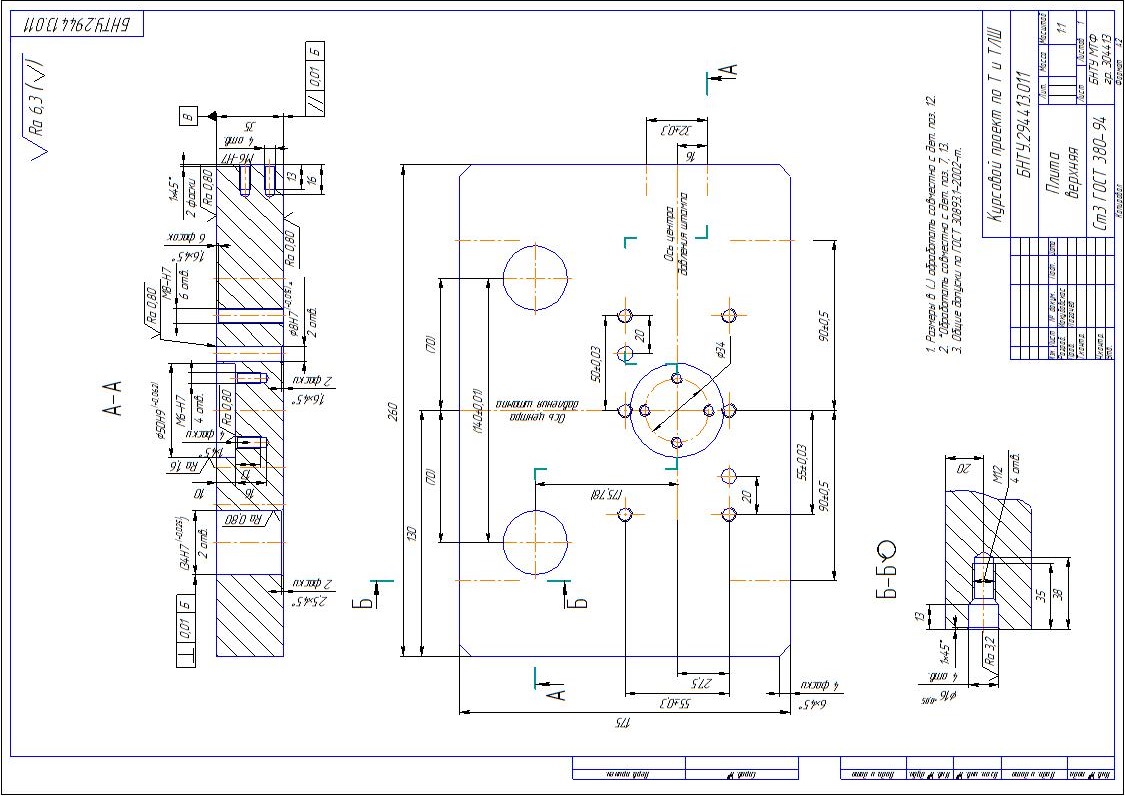
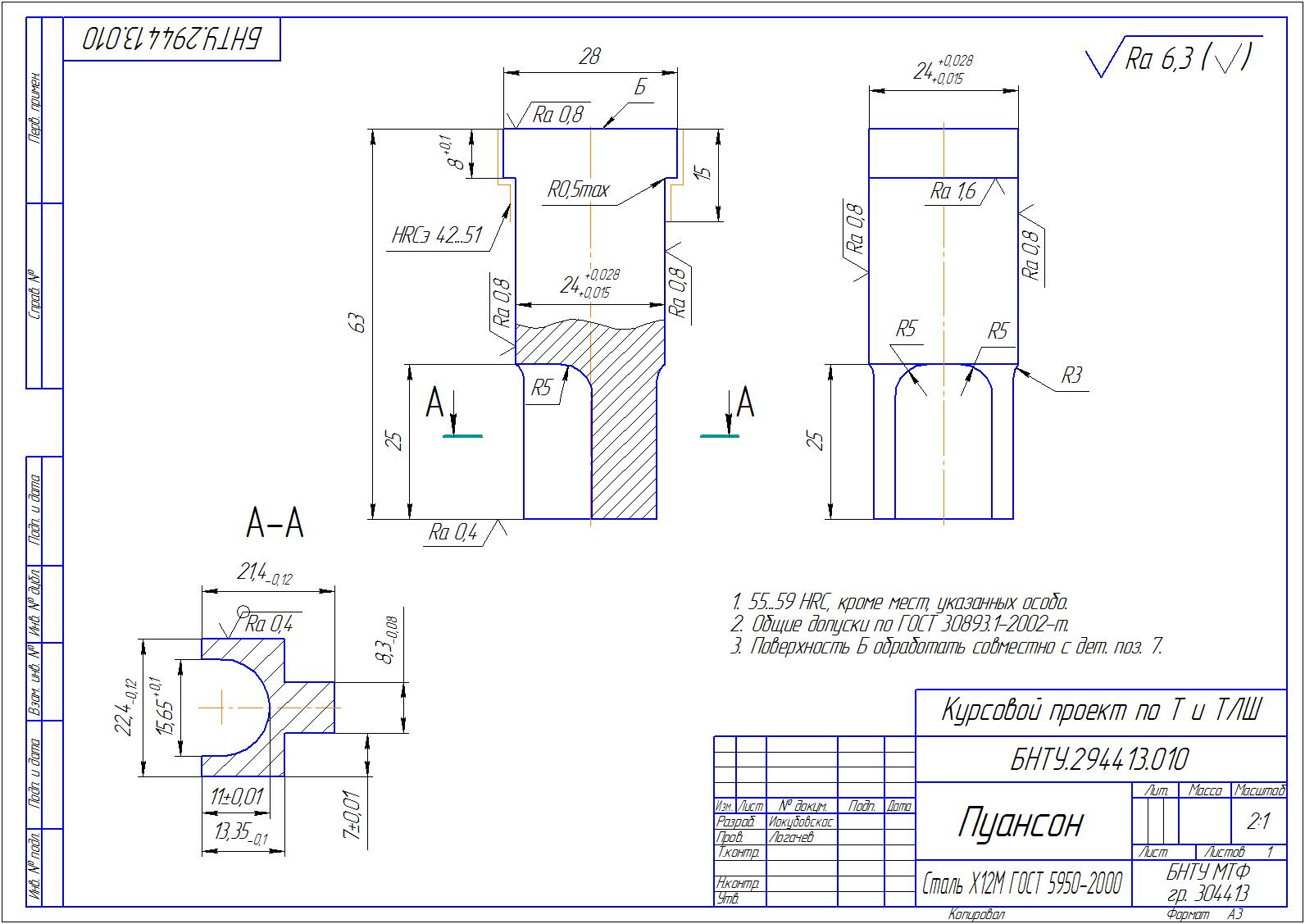
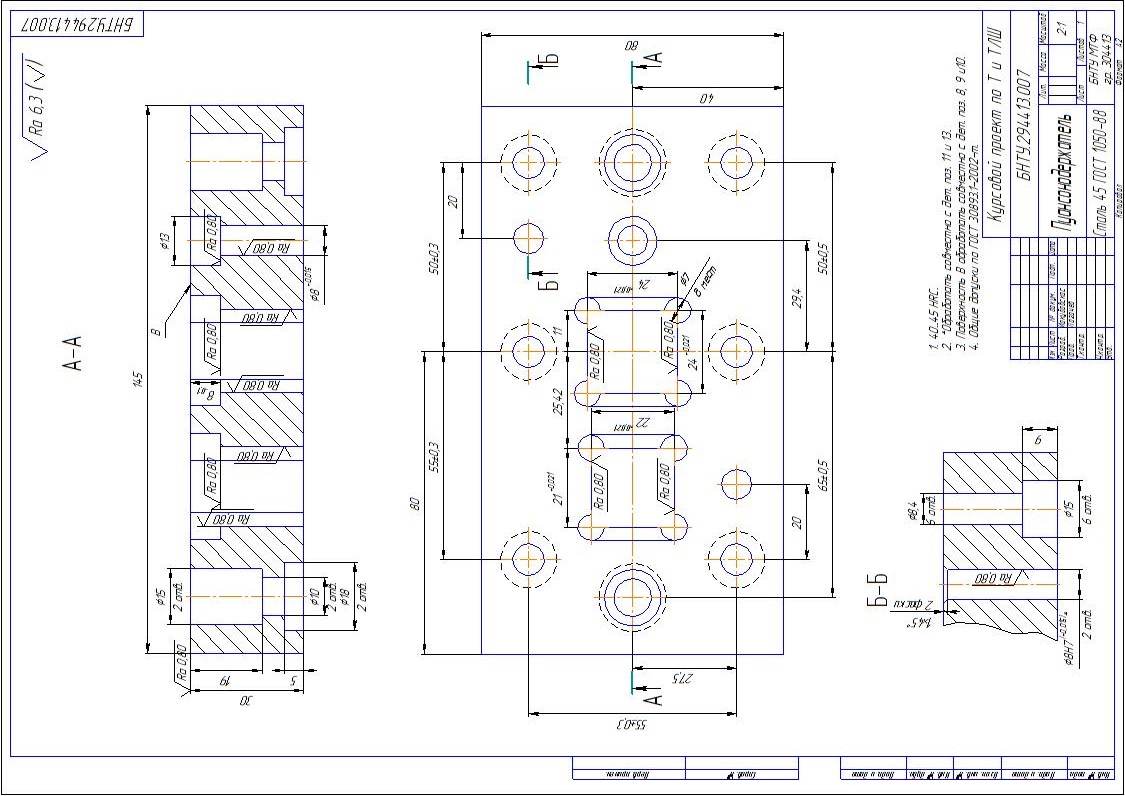
13. Расчеты исполнительных размеров рабочего инструмента
14. Выбор материалов для изготовления деталей штампа
15. Расчет деталей штампа на прочность
16. Расчет и описание работы средств механизации
17. Техника безопасности
18. Расчет экономической эффективности технологического процесса
Список Использованных источников
Приложения
Введение
Холодная листовая штамповка является одним из наиболее прогрессивных технологических методов производства; она имеет ряд преимуществ перед другими видами обработки металлов, как в техническом, так и в экономическом отношении.
В техническом отношении холодная штамповка позволяет:
a) получать детали весьма сложных форм, изготовление которых другими методами или затруднено или невозможно;
b) создавать прочные и жесткие, но легкие по массе конструкции деталей, при небольшом расходе материала;
c) получать взаимозаменяемые детали с достаточно высокой точностью размеров.
В экономическом отношении холодная штамповка обладает следующими преимуществами:
a) экономным использованием материала и сравнительно небольшими отходами;
b) весьма высокой производительностью оборудования с применением механизации и автоматизации производственных процессов;
c) массовым выпуском и низкой стоимостью изготовляемых деталей.
Листовая штамповка, или штамповка листового материала, является широко распространенной и весьма прогрессивной разновидностью технологии обработки металла давлением. Используя в качестве исходной заготовки листовой материал (полосу, ленту, лист) листовой штамповкой можно изготовлять большую номенклатуру самых разнообразных плоских и пространственных деталей.
Листовая штамповка находит применение во всех отраслях производства, связанных с изготовлением металлических деталей.
Особенно большое применение она находит в таких отраслях, как автомобиле-, тракторо- и самолётостроение, в оборонной промышленности, при изготовлении предметов домашнего обихода.
К числу достоинств листовой штамповки, обеспечивающих всё возрастающее её применение в промышленности, можно отнести следующее:
1. Возможность изготовления деталей с минимальной металлоёмкостью, которую нельзя получить другими способами металлообработки.
2. Высокую точность штампуемых деталей, обеспечивающую их взаимозаменяемость.
3. Хорошее качество поверхности отштампованных деталей (в условиях холодной штамповки), что наряду с их точностью позволяет полностью исключить или свести к минимуму обработку резанием.
4. Сравнительно высокую производительность труда даже при ручной подаче заготовок.
5. Сравнительную простоту механизации и автоматизации процессов листовой штамповки.
6. Приспособляемость к масштабам производства.
7. Относительно небольшой отход металла.
8. Возможность получения различных и оптимальных механических свойств в различных участках деталей, получаемых штамповкой.
Некоторые из отмеченных достоинств листовой штамповки связаны с тем, что формоизменение заготовки осуществляется путём её пластического деформирования, причём одновременному деформированию подвергается значительная часть заготовки. Холодная штамповка, характеризующаяся деформированием заготовки без предварительного нагрева, обычно сопровождается упрочнением металла, качество поверхности при этом, как правило, не ухудшается, а может даже улучшиться по сравнению с качеством поверхности исходной листовой заготовки.
Холодная листовая штамповка объединяет большое количество разнообразных операций, которые могут быть систематизированы по технологическим признакам. По характеру деформации холодная штамповка подразделяется на две основные группы: деформация с разделением материала и пластическая деформация.
Первая группа объединяет деформации, которые приводят к местному разъединению материала, путем среза и отделения одной его части от другой. Группа пластических деформаций холодной штамповки включает операции по изменению формы гнутых и полых листовых деталей.
Имеется четыре основных вида деформаций холодной листовой штамповки:
a) резка – отделение одной части материала от другой по замкнутому или незамкнутому контуру;
b) гибка – превращение плоской заготовки в изогнутую деталь;
c) вытяжка – превращение плоской заготовки в полую деталь любой формы;
d) формовка – изменение формы детали или заготовки путем местных деформаций различного характера.
Каждый из основных видов деформаций холодной штамповки подразделяется на ряд отдельных конкретных операций, характеризуемых особенностью и назначением работы, а также типом штампа. Кроме штамповочных операций, в холодной штамповке применяются заготовительные, давильно-накатные, вспомогательные, термические и отделочные операции.
Технологические процессы листовой штамповки можно разделить на операции, поочерёдное применение которых позволяет придать исходной плоской заготовке форму и размеры детали, заданной к изготовлению.
Разработаны такие конструкции штампов и технических средств, позволяющих с успехом применять листовую штамповку не только в массовом и крупносерийном, но также в серийном и мелкосерийном производстве. Всё это способствует успешному использованию листовой штамповки во всех областях металлообработки.
Технология листовой штамповки и конструкция штампового инструмента устанавливается в зависимости от размеров и формы штампуемой детали, точности штамповки, а также от серийности производства. В массовом и крупносерийном производствах оправдывают себя высокая автоматика процессов, а также сложные дорогостоящие штампы, так как стоимость изготовления штампов, приходящихся на единицу отштампованного изделия, весьма мала и незначительно влияет на общую стоимость выпускаемой продукции. В мелкосерийном производстве, а иногда и в серийном, опытном холодная листовая штамповка в случае применения обычных конструкций штампов экономически невыгодна.
Листоштамповочное производство легко поддаётся механизации и автоматизации и в настоящее время развивается в направлении разработки и внедрения в производство новых технологических процессов и широкого применения средств механизации и автоматизации.
Внедрение новых процессов характерно для мелкосерийного производства и производства с часто меняющейся номенклатурой изделий, в которых использование обычных инструментальных штампов экономически нецелесообразно.
Основным прогрессивным технологическим фактором дальнейшего развития холодной штамповки является стремление получать штамповкой полностью законченную деталь, не требующую дальнейшей обработки резанием.
Наибольший эффект от применения холодной штамповки может быть обеспечен при комплексном решении технических вопросов во всех стадиях подготовки производства, начиная с создания технологических конструкций или форм деталей, допускающих экономическое изготовление их. За последние годы значительно возросла производительность труда в результате применения полной или частичной механизации, автоматизации производства, а также прогрессивных и скоростных методов штамповки.
Список использованных источников
1. Романовский В.П. Справочник по холодной штамповке. — М.- Л.: Машиностроение, 1965. — 768с..
2. Рудман Л.И. Справочник конструктора штампов: Листовая штамповка. — М.: Машиностроение, 1988. — 495с..
3. Барановский М.А. Справочник мастера-штамповщика. — Минск: Беларусь, 1968. — 403с..
4. Попов Е.А. Основы теории листовой штамповки. — М.: Машиностроение, 1977. — 276с..
5. Барановский М.А. Технология листовой штамповки. — Минск: Гос. Издат. БССР, 1957. — 350с..
6. Анурьев В.И. Справочник конструктора-машиностроителя. — М.: Машиностроение, 1980. — 727с., том 1.
7. Норицын И.А., Власов В.И. Автоматизация и механизация технологических процессов ковки и штамповки. — М.: Машиностроение, 1967. — 388с.
8. Штампы для холодной листовой штамповки. Расчеты и конструирование. РТМ 34-61. – М.: Стандартгиз, 1962. – 283 с.
9. Массен В.А., Раскинд В.Л. Справочник молодого кузнеца-штамповщика. – М.: Высш. школа, 1980. – 255 с., ил.
10. ГОСТ 12.0.002-80. ССБТ. Термины и определения.
11. ГОСТ 12.2.109-80. ССБТ. Штампы для листовой штамповки. Общие требования безопасности.
ГОСТ 21145-84. Механизмы клещевые для подачи ленты шириной до 50 мм